
摘要:本文介绍了一种内设对称导向杆双级气垫的结构特点和工作原理。该新型气垫具有结构简单、导向精密、性能可靠、使用和维护方便等特点,可广泛应用于中大型压力机进行拉深压边或冲裁时的顶件工艺。
关键词:压力机;双级气垫;设计;对称导向杆
在小型压力机上常用弹簧或橡胶作为压边装置。但在中大型压力机上压制大型零件或较深的拉伸件时常采用气垫,其作用除用来拉伸时压边防止起皱外,还可作顶料或工件底部成形用。
正常情况下,单动压力机的压紧力一般取压力机公称力的10%~20%,顶出力则取公称力的2.5%~3%为宜,气垫行程取滑块行程长度的1/3~1/2。
由于压力机结构设计的原因,通常用于安装固定气垫的压力机工作台下方空腔尺寸都比较紧凑,而要满足中大型压力机气垫的能力要求,需要有较大的活塞缸径,因此气垫能力设计有限。除此之外,目前常用的汽缸式气垫结构还存在如下不足:
(1)安装、维修非常困难,一旦模垫出现故障如漏气、活塞卡死等现象,由于作业空间有限,操作困难。
(2)缺乏有效的导向,当活塞在气缸体内运动不顺或承受偏载时,容易拉伤缸体内表面或致密封件损伤而漏气。
(3)气垫顶板与顶针直接接触撞击,容易变形导致压边力不均匀甚至无法使用,一旦出现这种情况,需更换整块新气垫顶板,造成不必要的浪费。
(4)气垫在工作时,冲压废料或其他异物容易掉入模垫内部造成缸体拉伤甚至损坏密封件而无法正常使用。
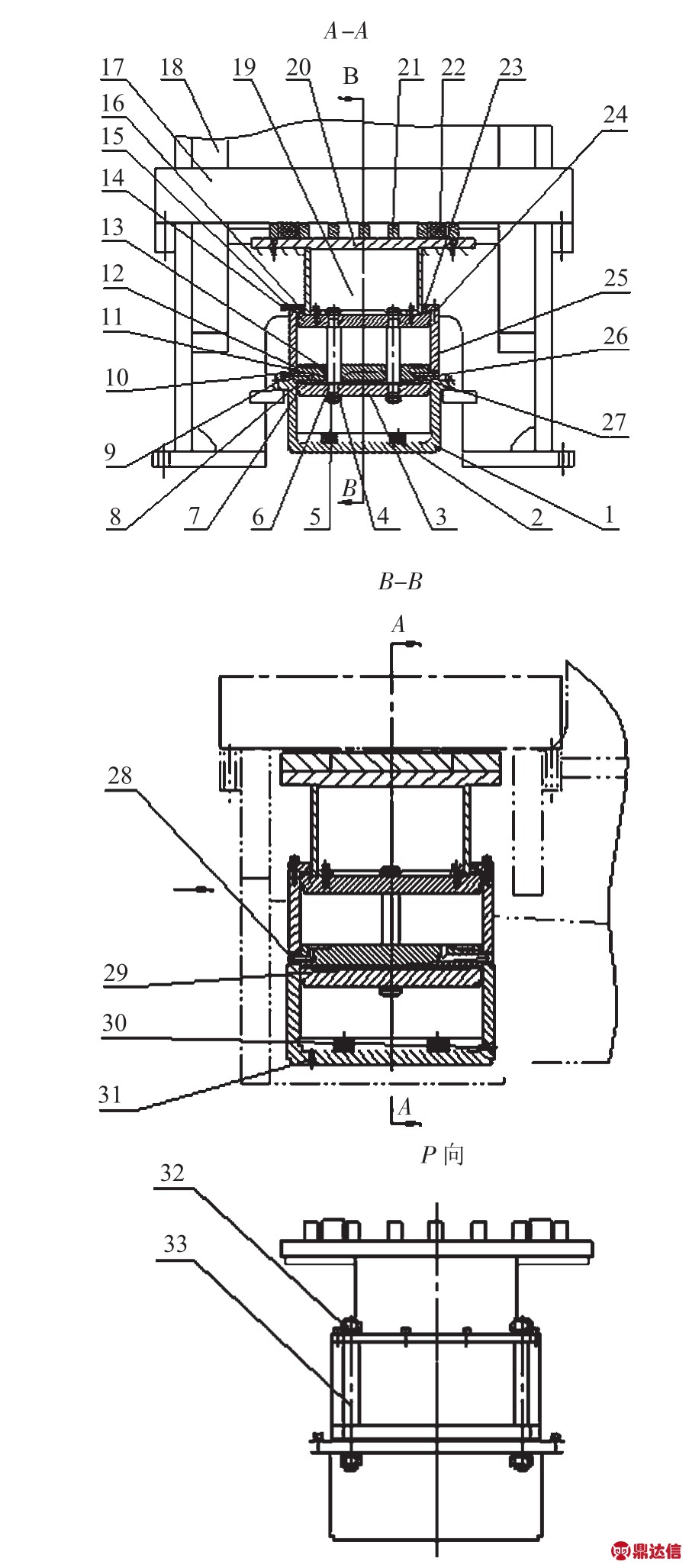
图1 内设对称导向杆的双级气垫
1.下气缸体 2.下缓冲垫 3.下活塞 4.圆螺母 5.导向杆 6.O圈 7.Y形活塞密封圈 8.耐磨导向带 9.排气口 10.消音器11.Y形活塞杆密封圈 12.O圈 13.导向带 14.消音器 15.上活塞 16.排气口 17.工作台板 18.机身 19.托垫 20.托板21.顶板 22.上缓冲垫 23.上注油口 24.上法兰 25.上气缸体26.下注油口 27.中间法兰轴衬套 28.上排水口 29.上进气口30.下进气口 31.下排水口 32.螺母 33.螺柱
针对普通压力机气垫存在的不足,本文介绍一种由佛山市顺德区荣兴锻压设备有限公司自主研发设计的内设对称导向杆的压力机双级气垫。
1 双级气垫能力计算
对单活塞纯汽缸式双级气垫,其压紧力和顶出力相等,并等于压缩空气的压强乘以有效活塞面积减去活塞所需托起的零件自重。由此得:
式中:F——气垫公称能力,N;
P——压缩空气的压强,Pa;
D——活塞直径,m;
G——活塞所需托起的零件自重,N。
2 主要结构组成及特点
如图1所示,气垫包括固定于机身18的工作台下方安装面的下气缸体1;下气缸体1在缸底固定设有下缓冲垫2,与其内壁圆柱面滑动配合设有下活塞3;下活塞3经由左右对称设置的导向杆5与上活塞15通过圆螺母4组合在一起;上活塞15在上气缸体25内圆柱面滑动;上法兰24用螺钉紧固于上气缸体25的上端面;螺栓33将上气缸体25、下气缸体1及中间法兰27经由螺母32紧固组合成一个双级单向气缸;托垫16通过螺钉固定于上活塞13的上端面;托垫19的上平面用螺钉紧固还装设有托板20;托板20上表面设有与模垫顶针孔对应位置布置的顶板21及上缓冲垫22。
装配顺序如下:
(1)将下缓冲垫2固定安装于下气缸体1缸底相应位置,然后将下气缸体安装固定在机身18相应安装面。
(2)在下活塞孔相应孔内分别装好Y型活塞密封圈7、耐磨导向带8及O圈6,然后将导向杆5装入下活塞3的孔内并用圆螺母4固定牢固;再将已经安装好Y型活塞杆密封圈11、导向带13及O圈12的中间法兰27按图1所示套上;最后将这一组件按图1所示方向位置装入下气缸体1相应孔。
(3)将上气缸体25内圆柱面套入中间法兰27相应的外圆柱面。
(4)在上活塞15相应孔内分别装好Y型活塞密封圈7、耐磨导向带8及O圈6,然后将上活塞15套入导向杆5,并用圆螺母4组合固定牢靠。
(5)将上法兰24按图1所示方向位置用螺钉固定在上气缸体25的上表面;然后用螺栓33及螺母32将上法兰24、上气缸体25、中间法兰27及下气缸体1牢固组合到一起。
(6)将托垫19按图1所示方向位置用螺钉与上活塞15固定。
(7)把托板20固定在托垫19的上平面。
(8)把顶板21、上缓冲垫22固定在托板20的相应位置。
(9)最后在排气口9、16装上消音器14,在上注油口23及下注油口26接上铜接头及油管与润滑泵连接;在上进气口29、下进气口30接上接头及气管与模垫空压系统连接;在上排水口28、下排水口31接上截止阀。
3 双级气垫工作原理
内部带双导向杆的压力机双级气垫工作时,压缩空气从上进气口29、下进气口20同时进入上活塞15和下活塞2的下腔,在压缩空气压力作用下,推动上下活塞沿导向杆5及上气缸体25、下气缸体1内壁平稳地向上滑动,并带动托垫19、托板20及顶板21向上运动,从而推动与顶板21上表面接触的顶针上下活动,完成冲压作业时的模垫动作。排气口16、9装设有消音器14和10与大气连通,既有效防止双级模垫工作时可能产生的负压,也能防止冲压异物倒吸入模垫内,并减小了工作时排气对环境产生的噪声;上下缓冲垫的作用是防止模垫活动到上下极限位置时直接撞击产生噪声及限位;上排水口28、下排水口31的设置,方便模垫内部积水排泄;设置上注油口23、下注油口26与润滑泵浦连接,方便注油润滑。
4 双级气垫设计要点
与一般压力机纯气缸式气垫相比,内设导向杆的双级气垫具有如下显著特点:
(1)气垫采用双级设计,能力可满足一般压力机需求,但结构紧凑、能力相同的尺寸只有普通单级气垫的70%。
(2)所有组件零件均可方便地从机身工作台上方逐一装入,实现了在机身工作台下方有限空间装配的可能;安装、维修拆卸均非常方便。
(3)内部对称设置导向杆,加上双级宽体带导向带的活塞导向,气垫工作时运行平稳、导向精密可靠,具有较高的抗偏载能力。
(4)特殊设置的排水口、注油口,使气垫的使用、维护、保养变得简单、方便。
(5)托垫与上法兰的小间隙配合及装有消音器的排气口设置,避免了冲压作业时的细小废料或其他异物进入到气垫内部。
(6)顶板与托板分离设计,一旦经久使用变形,只需更换条形顶板即可,无需更换整个托板,经济、实用且维修方便。
5 结束语
对纯气缸式压力机气垫,采用内设对称导向杆且易于拆装维护的结构,经实际生产运用,验证其具有公称能力足、结构紧凑、安装容易、导向精密、稳定可靠且易于维护等优点,值得在中大型压力机上推广应用。


