
摘 要:本文从气垫皮带机的设计和使用原理入手,分析气垫皮带机使用中常出现的跑偏、撒料、压力不均衡、气室磨损等故障的原因,并切合实际地提出解决方法,从而保证气垫皮带机的使用安全。
关键词:气垫皮带机;气室;跑偏;撒料;气室压力
气垫皮带机在我国已有近30年的使用历史,尤其是近10年的发展十分迅速。气垫皮带机以其独特的结构和鲜明的特点在粮食、煤炭、冶金、化工、水泥、食品、机械、铝业、港口和水电等行业中广泛使用,其适用于容重为0.5~2.5 t/m3的各种粉状、粒状和小块状物料的输送。在锦州港散粮项目中,选取27台气垫皮带机主要从事长距离的物料输送,单机最大输送距离为370 m,倾角10.5°。
20世纪90年代开始,气垫皮带机在我国各行业得到广泛应用,尤其是在室外作业或运输容重较小的物料中应用更为广泛。气垫皮带机多在室外使用,且雨雪天也会正常使用,因此由于空气潮湿等易造成气垫皮带机产生故障。基于此,根据气垫皮带机的工作原理,结合实际应用发生的问题,进行相关方面的改造,较好地解决生产实际中出现的问题。
1 气垫皮带机的工作原理及特点
气垫皮带机是一种利用一层很薄的气膜支承输送带及其上面物料的皮带机,其利用带孔的气室代替传统的DT75或DTⅡ型皮带机的托辊,当气源向气室内提供具有一定压力和流量的空气时,气室内的空气经气室盘槽上的小孔逸出,在输送带和盘槽间形成一层具有一定压力的气膜,称为气垫,支承输送带及其上部物料。由于气室的布置尺寸和孔径经过优化组合设计,因此在胶带和盘槽间便形成一层稳定的气垫层,气垫支承胶带及其物料,并具有1倍多的气垫刚度适应所承受负荷的变化,变原托辊带式输送机的固体滚动摩擦为流体摩擦,显著地减小摩擦阻力,同时克服原托辊带式输送机波浪式运行的弱点。使气垫皮带机具有能耗低、运行平稳-安全可靠、输送效率高、维修维修费用低、可满载启动和溢于密封等特点。气垫皮带机布置结构如图1所示。
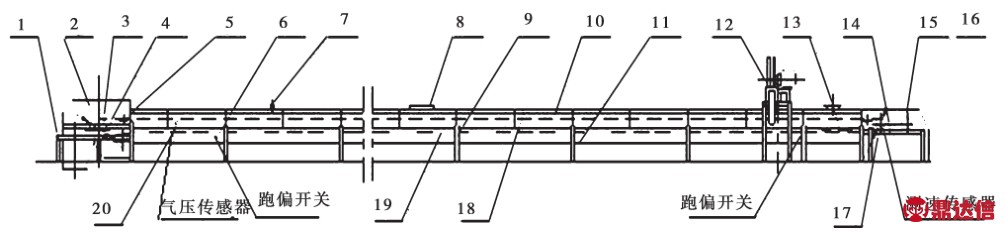
图1 气垫皮带机结构布置图
1-头架;2-头部护罩及漏斗;3-驱动滚筒;4-弹簧清扫器;5-过渡托辊;6-防跑偏开关;7-泄气孔;8-观察窗;9-气室支腿;10-气室;11-下托辊;12-供气系统;13-空段清扫器;14-尾架;15-改向滚筒;16-螺旋张紧装置;17-测速传感器;18-上盖板;19-输送带;20-气压传感器
2 气垫皮带机的结构组成
气垫皮带机主要由输送带、驱动装置、驱动滚筒、改向滚筒、气室、风机系统、槽形缓冲托辊、槽形托辊、平形下托辊、平形下调心托辊、清扫器、安全保护装置、罩盖、气室支腿、头部支架、尾部支架、过渡机架和张拉紧装置等组成。
按照结构不同,气垫皮带机可分为全气垫皮带机和半气垫皮带机,全气垫皮带机是指皮带机承载段和非承载段的皮带均由气室盘槽提供支撑;半气垫皮带机是指皮带机承载段的皮带均由气室盘槽提供支撑,而非承载段的皮带由托辊支撑。气垫皮带机的截面如图2所示。
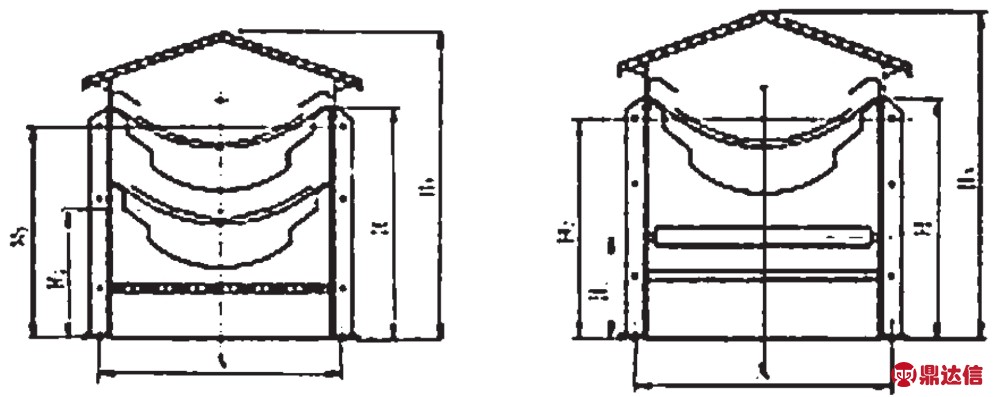
图2 气垫皮带机截面图
3 气垫皮带机常见故障的分类
气垫皮带机虽然优点很多,但经过长时间的使用,也会有多种常见的故障发生。根据锦州港现代粮食物流有限公司气垫皮带机的使用情况,将气垫皮带机的故障分为皮带跑偏、撒料、气室压力异常、失速和气室磨损等,其中以皮带跑偏和撒料最为常见,而气室磨损是气垫皮带机最大的故障,将影响设备的正常使用,加剧设备的磨损程度,从而降低设备的使用寿命。
4 气垫皮带机常见故障的原因分析及解决方法
针对气垫皮带机的常见故障,从故障的现象和原理分析其产生的原因,从而有针对性地提出相应的解决方法,力求原因分析准确,解决方法简单、易行、得当。
4.1 皮带跑偏的分析及解决方法
气垫皮带机的皮带跑偏,相对于传统的DTⅡ或DT75型托辊皮带机来说,有效的调整方法很少,且调整又都不大方便。经过多年的设备管理经验,总结出以下解决方法。
(1)头部和尾部各加一组微调装置调整皮带跑偏[1]。皮带跑偏的原因之一是头部驱动滚筒和尾部改向滚筒的轴线与皮带的中心线不垂直,针对此现象,在气垫皮带机头部驱动滚筒和尾部改向滚筒的两端各加一组微调装置,如图3所示。皮带跑偏后,调整微调装置,保持两个滚筒的轴线平行,且与皮带中心线垂直,即可起到调整皮带跑偏的作用。此装置可调整头部和尾部皮带跑偏。
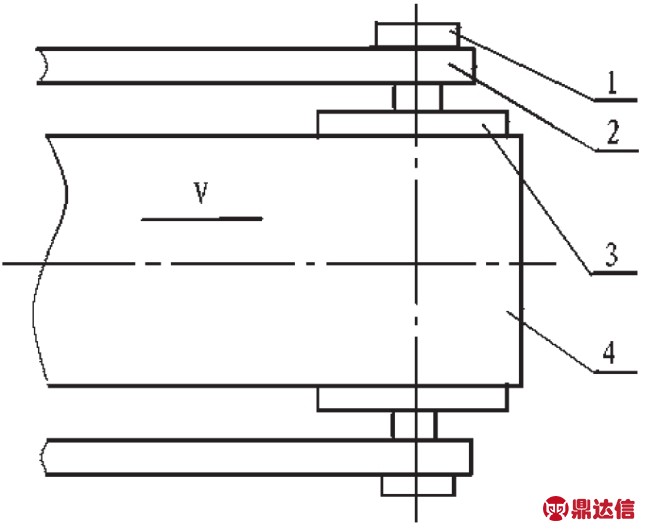
图3 头部加微调装置示意图
1-微调装置;2-机架;3-滚筒;4-皮带
(2)改型头部滚筒调整皮带跑偏[1]。气垫皮带机皮带跑偏的另一个原因是头部滚筒加工精度不够,且均为圆柱形结构。滚筒通过轮毂和轴键(或胀套)连接后,均需二次装夹加工,因此很难保证期精度的要求,造成滚筒为圆台型。因此圆台型的滚筒在驱动皮带运行时,会很自然地到引着皮带的跑偏。为解决该问题,可以将头部驱动滚筒设计成腰鼓型,如图4所示。由于腰鼓型的驱动滚筒的最大直径点在滚筒的正中间,即在此点皮带所受的张力最大,因此一旦出现皮带跑偏的趋势时,此点所受的最大张力就会给皮带一个朝着皮带中心线方向的一个摩擦力,使之回归中心,起到防止跑偏的作用。
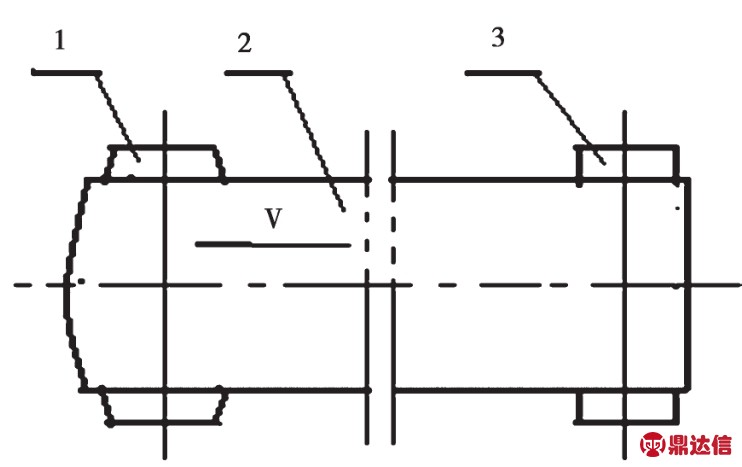
图4 头部滚筒改型的结构示意图
1-头部滚筒;2-皮带;3-尾部滚筒
(3)在非承载段设置带自动调心功能的V字形托辊组[1]。若起点皮带机为半气垫结构,就可以利用非承载段的托辊支撑防止皮带的跑偏,可在非承载段增加V字形托辊组,如图5所示。一般每隔5组平托辊,配置一组V字形托辊组,该托辊具有一定槽角,一般为σ=5°~8°,使皮带在非承载段运行时保证半V字形,以增加皮带的刚度。当皮带发生跑偏时,皮带就会相对于原有位置存在一个位移,增大皮带的横向阻力,从而增大皮带的运行阻力,为抵消此阻力,皮带会自动恢复原状,起到防止跑偏的作用。

图5 V字形托辊组图
1-支架;2-托架;3-托辊
(4)在张紧装置处调整皮带跑偏。由于气垫皮带机的皮带在气室盘槽上运行,因此不能在气室盘槽上调整皮带的跑偏,针对此现象,采取在自动张紧装置处调整。气垫皮带机的张紧装置一般设置在距离头部约10~30 m的非承载段上,采用三滚筒的张紧结构,如图4所示。若皮带在其中心线上跑偏,则可将图4中的改向滚筒(图6中的件1)两端的轴承座前后调整一定的距离,使滚筒的轴线和皮带中心线不垂直;或采用加垫的方法将改向滚筒左右的高度调整到不一致,采用强制的方法迫使皮带回到原位,保持在中间位置运行。这种调整方法虽有效,但不推荐使用,因为调整完毕后的改向滚筒轴线和皮带的中心线不垂直,有一定的角度,会造成皮带和改向滚筒间存在相对滑动,产生摩擦,磨损皮带,降低皮带的使用寿命。此方法适用于承载段未跑偏,而非承载段跑偏的皮带调整。

图6 张紧装置结构示意图
1-改向滚筒;2-皮带;3-张紧滚筒;4-配重
(5)皮带接头处跑偏的调整。若皮带在接头处发生跑偏,且始终向一个方向跑偏,当接头段过后,则恢复正常,说明皮带接头在硫化粘接的质量不过关,即接头处的皮带中心线和原皮带的中心线不重合。发生此类故障,唯一的方法是打开接头,重新硫化接头,保证皮带接头处的中心线和原皮带中心线重合。
(6)整条皮带出现S形弯的解决方法。有时整条皮带会出现S形弯,俗称“豆角弯”,这是由于皮带本身质量存在问题,即皮带本身的中心线不是一条直线,而是一条曲线,这种皮带安装在设备上,依靠设备本体调整没有效果。解决此类问题的方法是尽可能地调整皮带的跑偏,使皮带在运行时不致脱出头部和尾部的滚筒边缘即可,若无法调整,则要报废皮带,更换新皮带。
(7)受料不均造成皮带跑偏的解决方法。由于气垫皮带机受料段无法将物料集中分布在皮带上,造成皮带偏载,偏载的物料就会造成皮带的跑偏。解决的方法是在气垫皮带机的受料段增加靴型料斗,保证物料的集中布置,起到防止皮带跑偏的作用。
4.2 起点皮带机运行时撒料的分析及解决方法
气垫皮带机经过多年使用,也会出现撒料的故障。笔者经过多年实践跟踪,总结出气垫皮带机撒料的几种情况,并予以分析。
(1)皮带跑偏造成撒料。当皮带发生跑偏时,由于物料的重力作用,就会向气室盘槽的最低点方向流动,此时气垫皮带机若是满载,物料将会从皮带跑偏的一侧溢出,造成撒料。解决皮带跑偏造成撒料的方法是控制皮带的跑偏,可按照解决皮带跑偏的方法解决。
(2)在凹弧段皮带悬空时造成撒料[2]。气垫皮带机的凹弧段布置不可避免,尤其是在地形复杂的项目中。在凹弧段撒料的主要原因是皮带在凹弧段会脱离气室盘槽,俗称“飘带”,未形成足够强度的气膜,以致皮带的槽角变小,甚至变成平皮带,造成物料从此处洒落。形成“飘带”的原因有以下两种:①原始设计不合理,即地理环境造成气垫皮带机凹弧段的半径小于合理的曲率半径尺寸。②由于多年使用,皮带出现磨损,重量减轻,而设定的风压不变,因此造成气垫皮带机在空载或流量较小时运行时,由于皮带的张力作用,使皮带在凹弧段出现“飘带”,造成皮带的边缘和气室发生接触并磨损,久之损坏皮带。解决“飘带”的方法有两种:①在原始设计上解决,即设计的气垫皮带机的曲率半径一定不小于设计规范的要求,解决设计不合理的问题;②在气垫皮带机的凹弧段安装自动压带装置,该装置可解决由于地形环境无法避免的曲率半径小而造成的“飘带”,其主要目的是下压皮带,使之不能上浮,保证气膜的厚度和刚度,形成完美的槽型结构。传统的压带装置是在皮带上加设两个压带轮,但势必会影响前进的物料,造成物料被阻挡后向两侧分行,反而加剧物料洒漏。而新型的自动压带装置是在皮带中间设置自动压带轮,当压带轮后方有物料前行时,压带装置的检测装置检测到物流信号,运行机构会自动抬起压带轮,不影响物料的通行。当皮带机受料结束,后方没有物料时,压带轮向下动作,压住皮带,使皮带形成完美的槽型结构,气室形成完好的气膜,阻止皮带的“飘带”,杜绝撒料。
(3)在转接点处撒料。皮带机的转接点是自动输送系统最复杂的位置。在气垫皮带机的转接点处,由于落料对皮带不正,不能居中,或者前后2条输送带在垂直接续的情况下,前面输送带上的物料以抛物线抛下,形成布料不均,都可能导致物料偏心堆积,造成撒料。为避免皮带机在加载物料时发生偏心堆积,可在加料点胶带的两侧加装靴型料斗和加长导料板,并经常检查调整导料板,使布料对中。同时也可减小大块物料对输送带的直接冲击。
4.3 气垫皮带机的气室压力异常故障的原因分析及解决方法
气垫皮带机在作业中出现压力异常的原因有以下几种:①气垫皮带机的气室一般是由拉铆钉链接,铆钉经长期使用易老化脱落,造成气室破损,使气室压力降低,输送带与滑槽间无法形成足够的气膜,摩擦阻力增大,输送带电流增大。如果不及时修复,破损面在气压的作用下不断扩大,跑气量增大。当气室压力低于设定的最低压力时,引起压力报警。②压力开关处软管脱落或软管被粉尘堵塞。③风机装置出现故障(如电机和风机运转异常,三角皮带松动、短缺等),无法供给足够压力和足够风量的气体。④为防止把飞鸟及杂物吸人风机,通常在风机进风口处安装网格。冬季网格上容易结霜,从而减少进风量。⑤压力开关及继电器的故障。
气室压力异常的解决方法如下:①为防止气室破损,应增加铆钉的强度,一旦用压力表检查出气室破损的地方,要使用不锈钢铆钉代替铝铆钉。②当气室压力出现异常时,应首先检查压力开关处软管是否脱落或堵塞;其次应查看风机装置是否工作正常,风机进风口是否通畅;当两者都正常时,再检查压力开关和继电器是否处于正常工作状态,以避免其误动作。主要保证上述位置均正常,即可保证气室压力正常。
4.4 气垫皮带机皮带失速的原因分析及解决方法[3]
气垫皮带机的失速开关一般安装在尾部改向滚筒上,皮带机的失速依靠失速开关检测。气垫皮带机产生失速故障的原因有以下几种:①如果感应开关的螺栓距离较远或螺栓处被粉尘、油污等覆盖,会使失速开关无法正常计数,造成失速故障。②由于驱动滚筒外表面包胶层的摩擦,造成橡胶包层的花纹磨损,摩擦系数减少,导致摩擦力减小,皮带与驱动滚筒间的摩擦力不够。③张紧装置配重不够,导致皮带张紧力不够,形成摩擦力减小,造成失速。④液力耦合器缺油,导致传递扭矩变小,使驱动滚筒转速下降,造成失速。
解决皮带失速故障的方法如下:①定期维护和调整失速开关;清理感应螺栓表面的粉尘和油污;及时调整探头的位置,使其和感应螺栓的距离适中;经常检查探头和继电器的工作状态,保证其工作的可靠性。②定期检查驱动滚筒的包胶磨损情况,一旦发现磨损严重,立即更换,并应适当增加配重的重量以提高皮带的牵引力。③为补偿皮带和驱动滚筒之间张紧力不足导致的失速,可通过提高驱动装置的牵引力解决,但该方法对皮带的强度要求需要提高,因此一般采取增设改向滚筒增加驱动滚筒和皮带机的包角解决。④及时检测驱动滚筒转速及液力耦合器的油量,及时补油,防止传递扭矩减小。
4.5 气室磨损的原因分析及解决方法
气垫皮带机的气室是支撑皮带的部件。在工作时,依靠气室喷出的高压空气形成气膜,浮起皮带运行,使皮带和气室不接触,达到减少摩擦的目的。在气垫皮带机的使用中,往往会由于皮带的跑偏或布料不集中,造成气室气膜的损坏;或由于气室盘槽制造安装的平面度不够,造成在整条气垫皮带机上,有局部区域的皮带和气室发生接触,由于皮带的运行,造成气室盘槽被磨损。久之会磨损气室盘槽,造成气室的钢板被磨穿成洞,从而会使气流损失,加剧气膜的损坏,造成更大的磨损,此类磨损大多发生在气垫皮带机的进料段上。对于气室的磨损,往往采取补焊的方法进行修理,因为气室是气垫皮带机的核心部件,占整台设备造价的30%左右。除非此设备已到报废时间,才会更换气室,否则一般情况均仅采取临时补救措施。
具体解决方法如下:将钢板衬垫到气室内部,焊接钢板和原气室盘槽,焊接完毕用角磨机去除高于气室盘槽的部分,然后,用铁腻子刮平新补的部分,使其与气室盘槽平直。待干燥后,即可投入使用。若被磨损的气室处存在气孔,则要求新补的钢板同样配置由相同规格的气孔,焊接后,达到原有气室的要求,保证形成完整的气膜,浮起皮带运行。
5 结语
气垫皮带机在投入使用的初期故障很少,只需正常维护保养即可维持运转作业,但在使用6~8 a时,一些故障会慢慢出现。针对气垫皮带机出现的常见故障,只要按照故障产生的原因,对症下药,即可避免设备故障产生的损失,为生产的连续性提供可靠的保障。气垫皮带机的故障虽种类复杂,但只要掌握其要领,不难克服。因此要详细观察设备的运行状态,掌握其运行规律,及时发现故障,正确处理,可延长设备的使用寿命。


