
摘 要:针对滑道式及垂直排包式条盒下降收集方式存在的效率和可靠性问题,研发了气垫式条盒下降收集装置,利用气体在密闭容器中形成的反力来抵消条盒的重力,从而减缓条盒的下降速度,对条盒起到保护作用。
关键词:条盒物流;气垫排包机;专利设计;下降收集
1 引 言
食品行业的物流大多采用条盒小包装后装大纸箱的方式。在食品现代化的自动化生产线中,条盒需要远距离输送到装封箱区集中装箱。为了节约厂房空间,条盒物流输送线通常采用空中并列布置的方式,输送到装封箱区的条盒需要进行下降收集。以前存在的条盒下降收集方式有滑道、垂直排包式,但效率和可靠性等方面都存在问题。研发的气垫式条盒下降收集装置能很好地解决条盒下降收集问题。
2 滑道式及垂直排包式下降收集设备问题分析
2.1 滑道装置
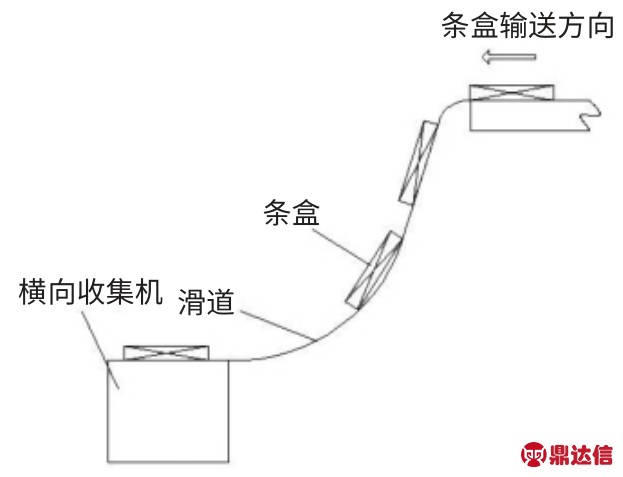
图1 滑道示意图
滑道式条盒下降收集装置属于第一代条盒下降收集装置,其结构如图1。该设备结构简单,不需要动力,目前还有一定的市场占有率。滑道装置存在的问题分析如下:(1)条盒外表划伤。条盒从高空高速下滑过程中,条盒表面与滑道具有相对运动,从而摩擦产生划痕,影响条盒的外观质量。(2)辅助收集装置对可靠性及速度造成影响。在多道下滑过程中,滑道机构必须配合横向收集机才能形成一个完整的条盒下降收集过程。横向收集机结构复杂,影响了整个下降收集装置的可靠性。横向收集机的最大收集速度是60 条/min,也制约了滑道方式不能满足高速条盒食品生产线的要求。
2.2 垂直排包机
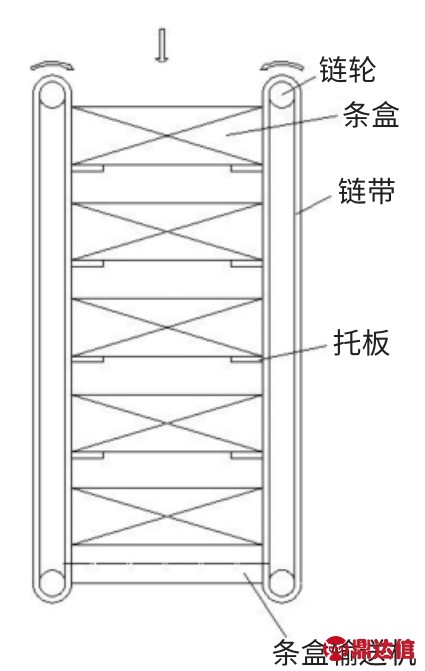
图2 垂直排包机示意图
垂直排包机属于第二代条盒下降收集装置,其结构如图2。其研发目的是解决滑道对条盒外观的损伤问题。垂直排包机采用托板把条盒从高空托降,条盒下降过程中没有相对运动,从而最大程度地保护了条盒的外观质量。垂直排包机存在的如下问题。(1)可靠性差。垂直排包机虽然能对条盒外观形成最大保护,但是其机构复杂,机械传动链长,属于间歇脉冲运动,造成了设备的稳定性及可靠性相对较差,设备的维护保养工作量大。(2)速度较低。垂直排包机工作时需要对条盒准确定位接受,其定位的高要求及间歇运动的特点制约了其最大条盒下降速度[1],最大条盒下降收集速度仅能达到50 条/min,使垂直排包机也不能满足高速条盒生产线的物流要求。
3 气垫排包机的原理
3.1 气垫排包机利用的空气特性
(1)密封容器内气体受压后的反作用力
气垫排包机是利用气体在密闭容器中受到压缩后对容器壁产生反压力来抵消条盒的重力,从而减缓条盒的下降速度,对条盒起到保护作用。
(2)气体在容器内体积的可变性
利用气体的可变性特性,当滑道内气体排出时,其体积快速变化缩小,从而使条盒下降。
3.2 气垫的形成过程
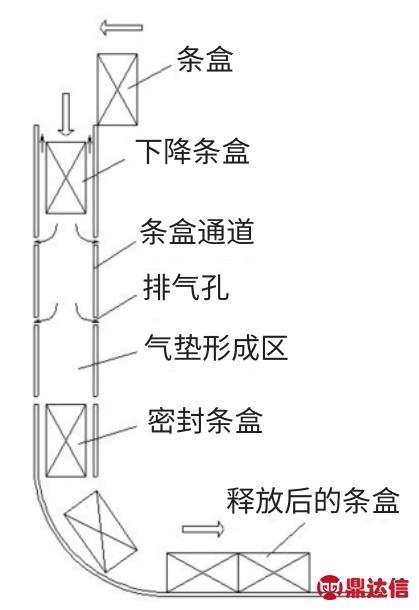
图3 气垫形成示意图
气垫的形成过程见图3,排包机工作时由底部密封条盒和有机玻璃通道组成三面封闭,上部敞开的容器,通道的尺寸比条盒大2~4mm。当条盒从输送线推入下降通道时,容器内的空气就由推入的条盒进行封闭,条盒要从高处下降,必须排放出密封容器内的空气来实现。设计时条盒和通道有1~2mm 间隙,一部分气体可以从间隙排出,这样间隙内的空气就把条盒和通道壁隔离开,条盒下降过程中不会和通道壁接触而产生摩擦,能保护条盒的外观质量。为了控制条盒的下降速度,下降通道侧壁开有排气孔,通过控制排气孔的大小和数量来控制密封气体的排出速度,从而控制条盒的下降速度,以满足不同的生产速度需求。
3.3 条盒下落时间计算
单条条盒下降时间计算公式如下:下降一小段高度所用时间 ![]()
式中,t1 为下落时间,s;Q 为流量,m3/s;V 为滑道的容积,m3,V=s1h(s1 为滑道横截面积,m2;h 为滑道高度,m)。把排气孔简化为管道,流量公式如下:
式中,ρ 为密度,kg/m3;g 为重力加速度,m/s2;L 为排气孔长度,m;P 为滑道内外压力差,Pa;P=mg/s2(m 为条盒质量,kg;s 为条盒侧面积),S 为排气孔摩阻,S=10.3·n2/d5.33(n 为孔内壁糙率;d 为排气孔内径,m)。
排气孔采用间隔布置,条盒下落过程中排气孔数量逐渐加少,流量也随之减小,条盒下落速度变慢,对条盒起到了缓冲作用;设置h 高度内开有排气孔n1 个,单个排气孔截面积设为s3,则排气孔截面积从n1s3 至s3 之间连续变化,流量Q 也随之连续减小。
把以上关系代入后并对时间t1 积分,得到条盒的下落时间公式为[3]:
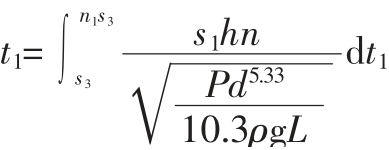
式中,n 为孔内壁糙率,d 排气孔内径,m。
3.4 密封条盒的释放时间计算
当通道内降落的条盒达到一定数量后,进行一次集中释放,则条盒释放时间如下:t2=(2h1/g)1/2=(2n4h2/g)1/2
4 气垫排包机的结构
气垫排包机的结构如图4,由烟漏斗、下烟通道、挡排烟装置、皮带输送机和机架几部分组成。烟漏斗的作用是使条盒在输送带和下烟通道之间顺利交接。下降通道具有条盒下降的导向及形成封闭容器等两个作用。挡排烟装置用于控制底部总有一条条盒来形成容器的密封,当通道内储存7 条条盒时,进行一次快速释放,使通道底部储存的条盒释放到皮带输送机。皮带输送机的作用是接受释放的条盒,然后把条盒输送给装封箱机。机架使各部件连接起来。
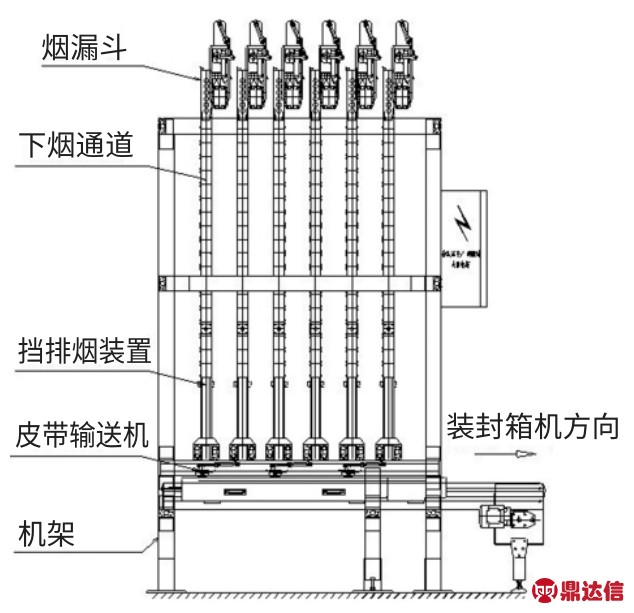
图4 气垫排包机机构图
5 气垫排包机的特点
气垫排包机与滑道相比,避免了滑道对条盒外观的损伤和滑道下游横向收集机对条盒下降速度的制约,也避免了横向收集机复杂的机械结构对设备可靠性的影响。气垫排包机与垂直排包机相比,避免了复杂的机械传动,可靠性和维护性有极大提高,同时也解决了垂直排包机由于间歇排包而对下降速度的制约。气垫排包机相对于市场上已经存在的条盒下降收集机构具有结构简单、维护方便、节能环保、下降收集速度高的特点。
6 结 语
气垫排包机目前已通过专利认证,以气垫排包机为核心技术的YF611A 条盒储存输送系统已通过集团公司项目验收。其产品已在昆明烟厂大量应用,并得到了用户的高度好评,其有效作业率达到了99%以上,项目验收测试有效作业率达100%。国内卷烟企业也都对气垫排包机表现出了极大的兴趣。


