
摘 要:以往机床导轨热特性分析主要通过传统的计算方法得到导轨热变形的解析解,并没有考虑热源移动对导轨热变形的影响,因此计算结果并不十分精确。应用有限元法,建立导轨的有限元模型,考虑移动热源的影响,对模型进行数值模拟,得到导轨的温度场,并在此基础上得到导轨的热变形量。由于移动热源的影响,与稳态分析所得变形量相差2.52μm。导轨达到热平衡所需时间为1.25 h。由于热变形的影响,导轨在水平面的最大直线度误差为5.03μm,导轨表面的最大倾斜度误差为 0.000 218 9°。研究结果为分析导轨热变形对加工精度的影响提供了参考,进而为机床的误差补偿提供了理论依据。
关 键 词:机床;导轨;有限元法;温度场;热变形
现代机械加工对机床加工精度的要求越来越高,然而机床在工作过程中会产生大量的热量,工艺系统受到这些热量的影响导致温度升高,产生热变形,影响了机床的加工精度。以往研究表明,精密加工中热变形引起的加工误差占到总误差的40%~70%[1]。
导轨是机床上的关键零部件,导轨的发热变形将直接影响机床的加工精度。李恒熙[2]分析了导轨的直线度和平行度误差对加工精度的影响。唐开勇[3]运用4种方法分别建立了导轨热变形的数学模型。易惠萍[4]详细介绍了采用力学分析法建立机床导轨热变形力学模型的过程。郭学祥[5]采用有限元方法,运用ANSYS软件对机床导轨的热变形进行了数值模拟。Yun[6]基于有限元法对导轨的热特性进行了仿真研究,得出导轨热变形误差占机床总体热误差的22.7%。Lee[7]研究得出导轨产生热变形会降低导轨和滑块之间的摩擦力。国外学者提出了神经网络法、回归分析法等多种方法来计算机床的受热变形[8-11]。现有研究主要通过传统的计算方法得到导轨热变形的解析解,并没有考虑热源移动对导轨热变形的影响,因此,计算结果并不十分精确。本文采用有限元方法,在ANSYS中建立导轨的有限元模型,根据热源是否移动,分别对导轨进行瞬态和稳态热分析,得到两种情况下导轨的温度场和变形量。所得结果对机床进给机构误差补偿具有一定的参考价值。
1 导轨热特性分析的理论基础
1.1 导热基本定律
傅里叶导热基本定律:单位时间内通过垂直于热流方向单位面积的热流量,其数值与该处温度梯度的绝对值成正比,方向与温度梯度的方向相反 ,即
其中:
式中:q′为热流密度,W/m2;λ为导热系数,W/(m。℃);t为物体的温度,℃;n为等温面法向;λx,λy,λz为材料沿 x,y,z 方向上的导热系数;n x,ny,nz为等温面沿x,y,z方向上的分量;x,y,z为笛卡尔坐标的3个方向轴。
1.2 牛顿冷却公式
由牛顿冷却公式可知,单位时间内,单位面积上对流传热的热量为[12]
式中:h为对流换热系数,W/(m。℃);t S为固体表面温度,℃;t B为周围流体的温度,℃。
1.3 热变形的基本方程
假设有一个各向同性的立方体,它在长、宽、高3个方向产生的热变形与温度之间的关系为
式中:ΔL为物体的变形量;L 0为物体原尺寸;Δt为物体的温度变化值;α为材料线膨胀系数。
2 导轨有限元模型的建立和边界条件的确定
2.1 导轨有限元模型的建立
某厂生产的数控加工中心所用导轨的横截面尺寸如图1所示,每根导轨上有2个滑块,2个滑块之间相距500 mm,工作台固定在滑块上。在ANSYS软件中建立导轨的模型如图2所示。
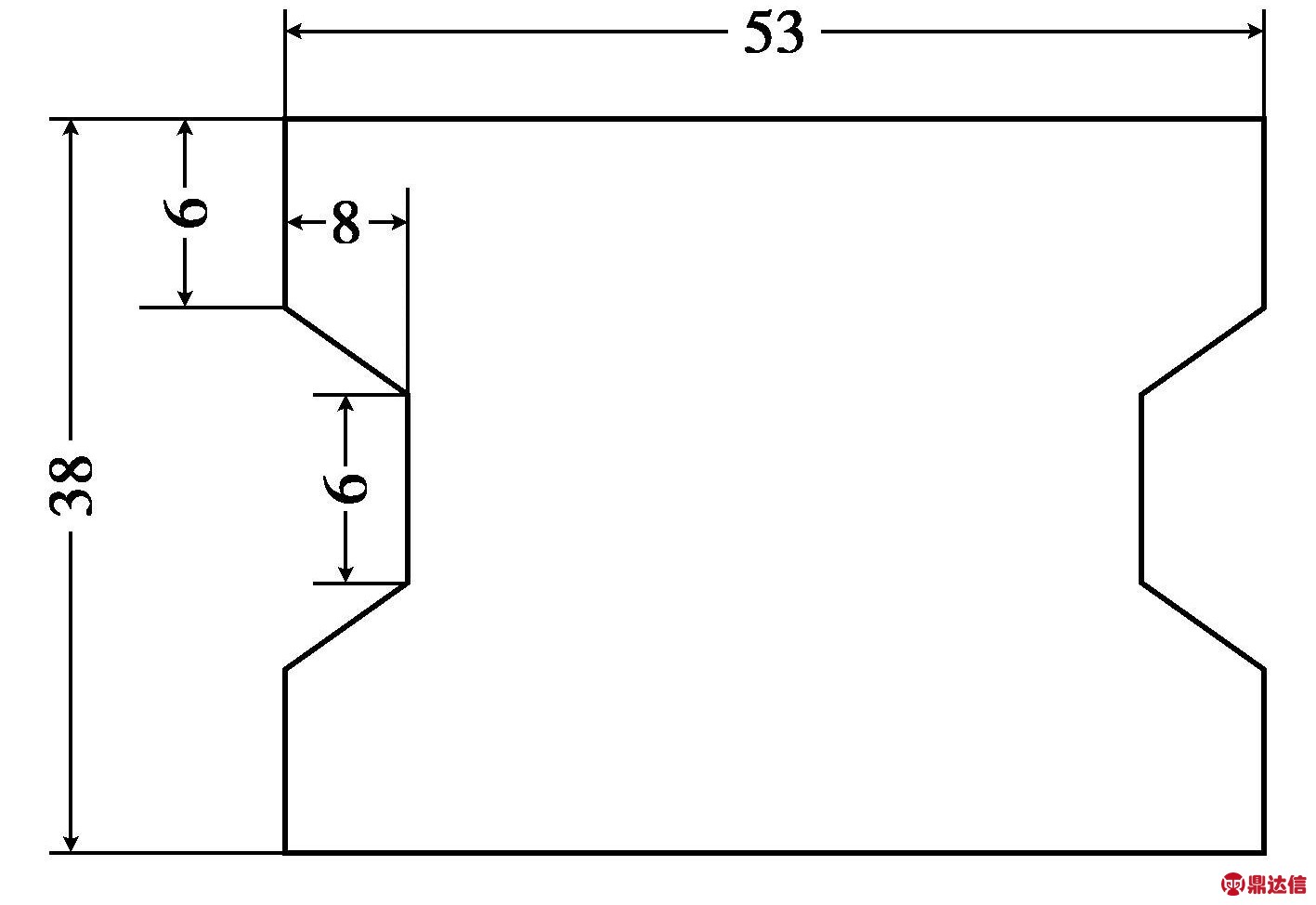
图1 导轨截面的尺寸图(单位:mm)
Fig.1 Dimensions of the slide guide's cross section
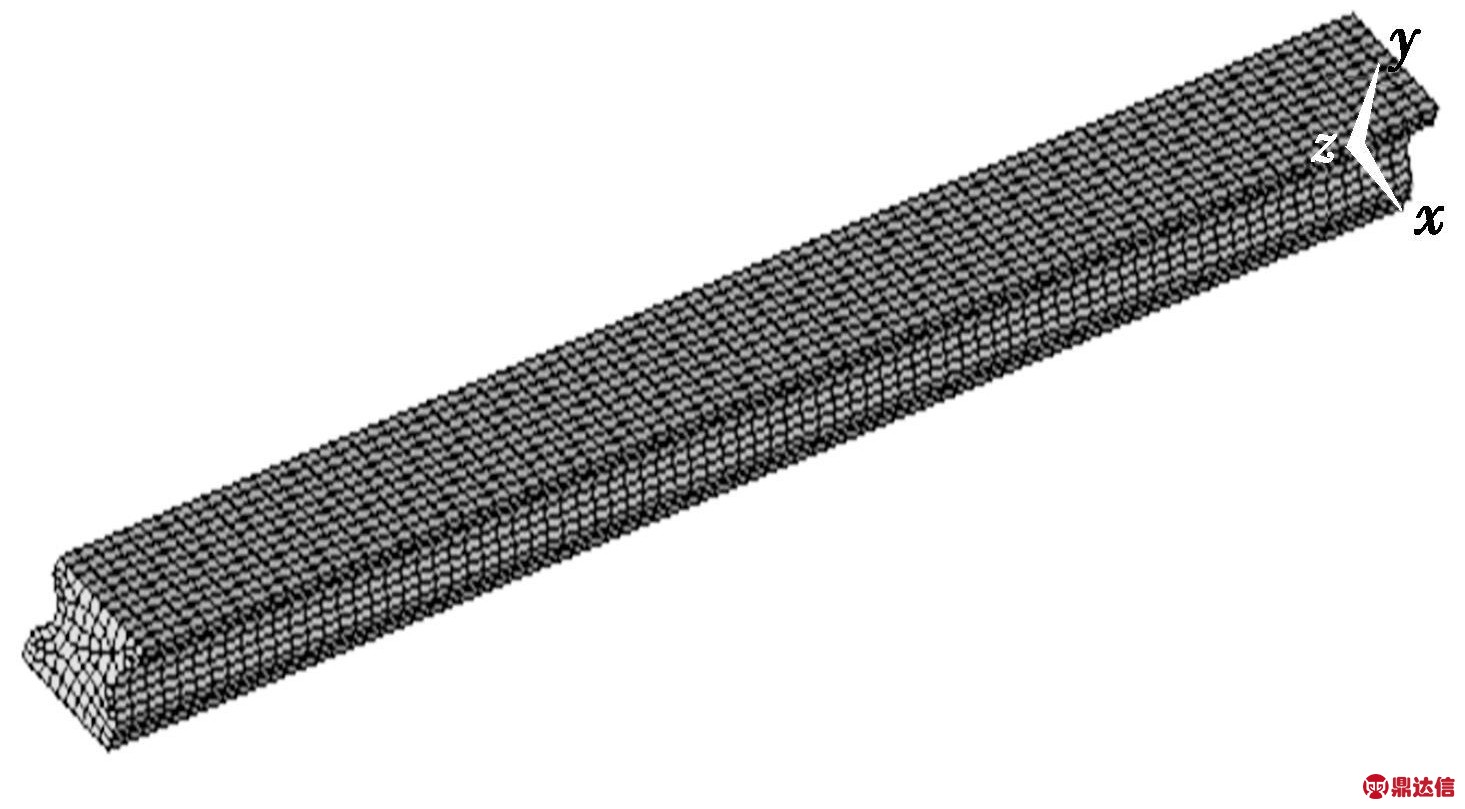
图2 导轨的有限元模型
Fig.2 Finite element model of the slide guide
2.2 相关参数的选择和计算
2.2.1 导轨的发热量计算
每条导轨上有两个发热源,即导轨与2个滑块的摩擦生热,由于工作时滑块的移动,这2个热源也是不停运动的,称为移动热源。由摩擦引起的发热量计算式如下:
式中:μ为动摩擦系数;F为施加于摩擦面上的载荷,N;J为热功当量,其值为4.2 J/cal;v为滑块相对于导轨的滑动速度,m/s;Q为发热量,J/s。滑块与导轨的相对速度为32 m/s,导轨上所受载荷为20 k N,摩擦系数为0.05,求得导轨与滑块接触面的热流密度为1 983.4 W/m2。
2.2.2 边界条件的计算
导轨的外表面与空气接触发生热交换,这是导轨的主要放热形式。根据努谢尔准则,换热系数h的计算公式如下:
式中:Nu为努谢尔特数;L为特征尺寸。从式中可以看出只要解出努谢尔特数,便可求解出相应的对流换热系数h。
导轨的外表面属于自然对流,其努谢尔特数计算式如下:
式中:Gr为格拉晓夫数;Pr为普朗特数;c,n为常数;g为重力加速度;α为空气的热膨胀系数;d为特征尺寸;Δt为流体与壁面温差;ν为运动黏度。计算得到导轨外表面的对流系数为19W/(m2。℃)。
2.3 计算结果与分析
将环境温度设为20℃,导轨材料为碳钢,导热系数为50.2 W/(m2。℃),弹性模量为210 GPa。设置ANSYS分析模式为热分析,导轨通过螺栓固定在床身上,限制了导轨在 z方向(以下出现的方向均与ANSYS中所显示坐标系方向一致)的变形,床身的刚度限制了导轨底面在y方向的变形。导轨底面与床身接触,两者之间存在热传导。在ANSYS中加载这些边界约束后,对导轨分别进行瞬态和稳态热分析。稳态热分析假定热源不移动,而瞬态热分析要考虑导轨上的热源往复移动对温度的影响。利用ANSYS中的APDL语言来实现热源的往复移动,得到导轨的稳态和瞬态温度场分别如图3和图4所示。
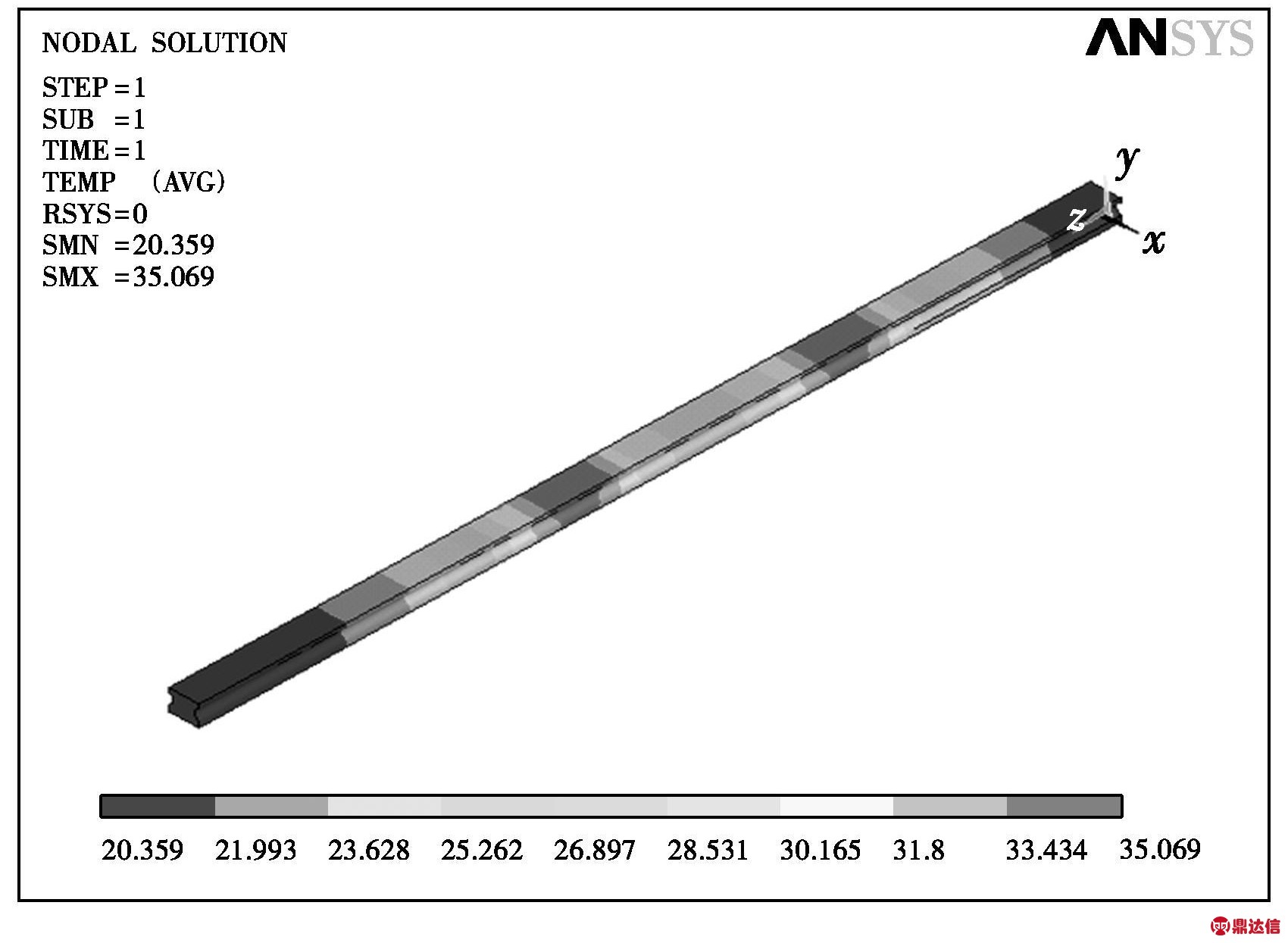
图3 导轨的稳态温度场
Fig.3 Stationary temperature field of the slide guide
如图3所示,导轨上有两个高温区域,这两个高温区域的最高温度相同且都为35.069℃。这两个高温区域正是2个滑块在导轨上的位置。由图4可以看出:瞬态温度场的最高温度为29.434℃,比稳态温度场的最高温度低了将近5.6℃,而且只有一个高温区域,这是由于热源的往复移动,避免了导轨上某处一直吸收热量而不能散热。
图5为导轨上表面中心位置的温度随时间变化的曲线。由图5可以看出:温度在4 500 s以前变化剧烈,之后趋于稳定。说明机床运行约1.25h后,导轨温度稳定,导轨上表面其他位置的温度变化曲线与图5类似,只是在温度值上有所不同。
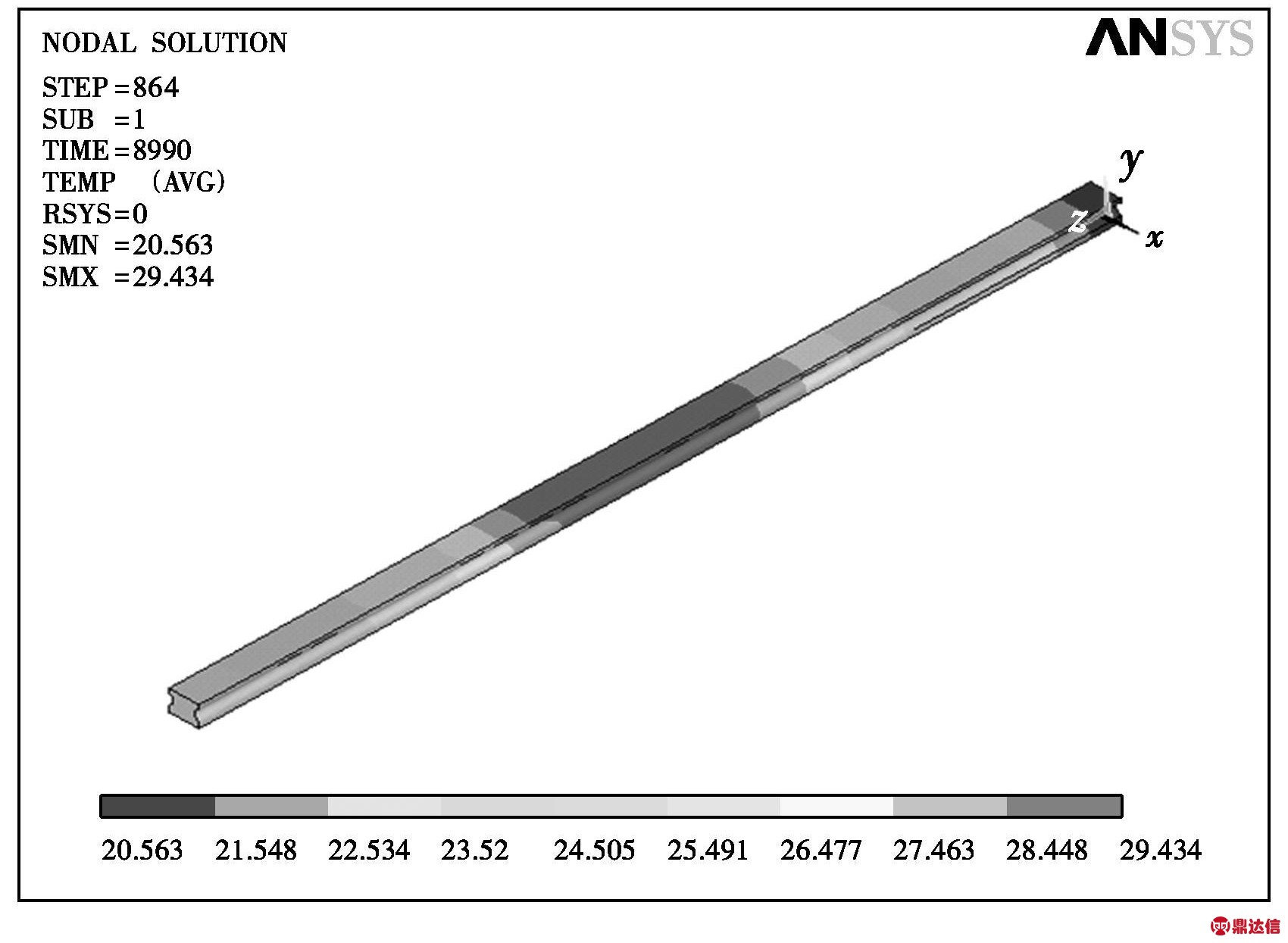
图4 导轨的瞬态温度场
Fig.4 Transient temperature field of the slide guide
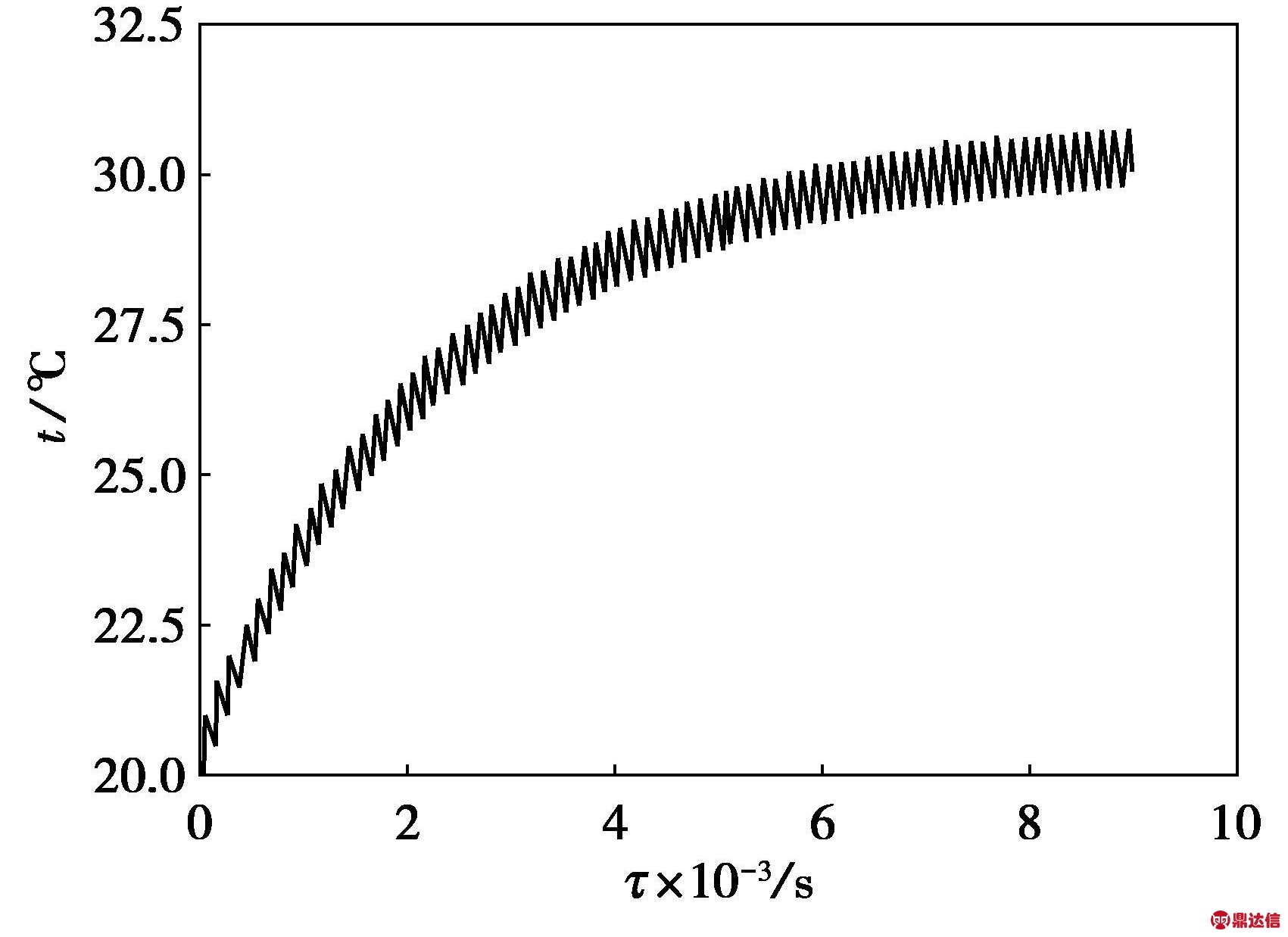
图5 导轨温度随时间变化曲线
Fig.5 Temperature versus time curve of the slide guide
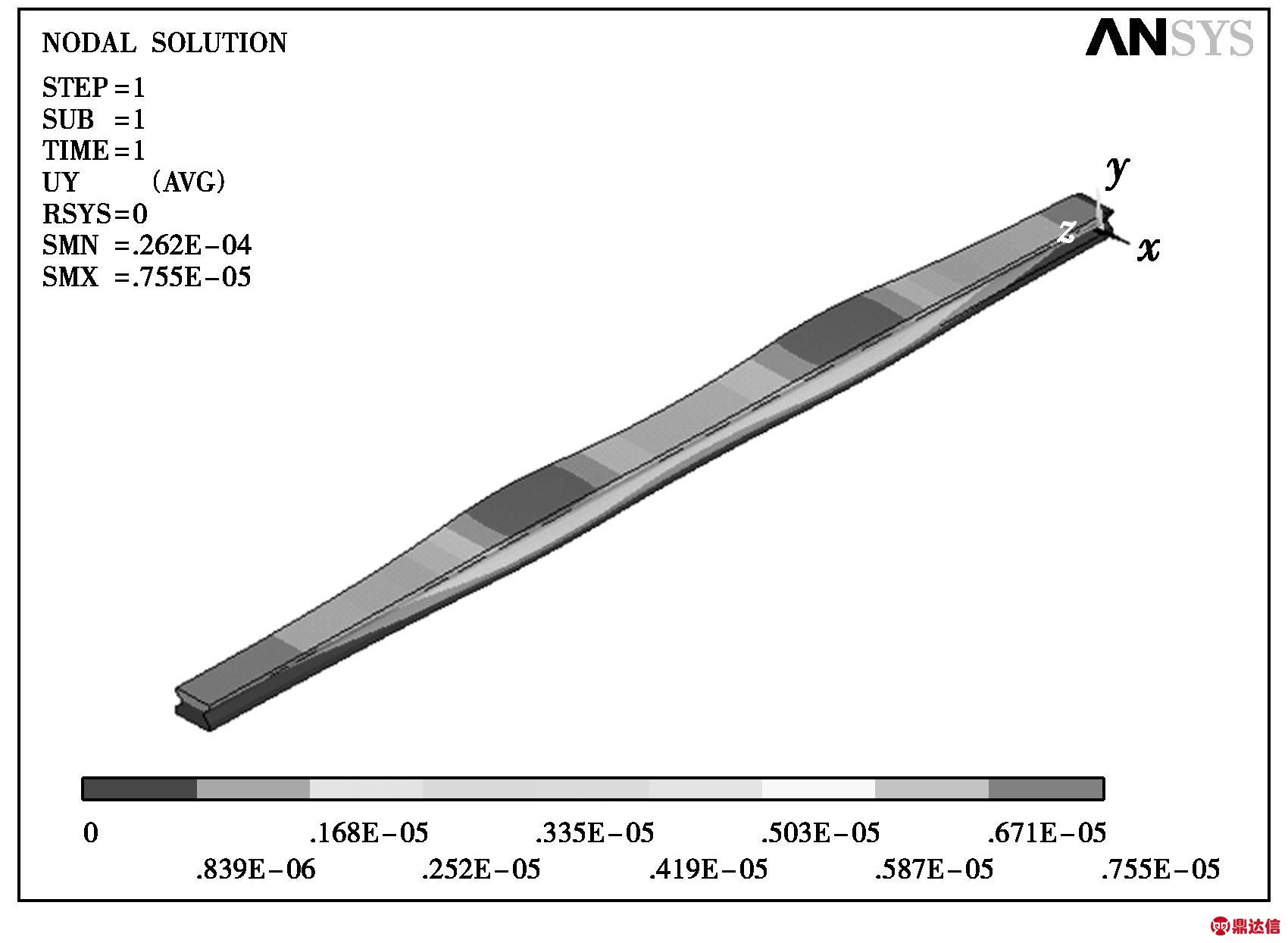
由稳态热分析得到导轨在y方向的热变形如图6所示。导轨上有两处拱起,与稳态温度场的最高温度所在位置一致,这两处导轨变形量最大,最大变形量为7.55μm。
图6 导轨在 y方向热变形(稳态)
Fig.6 Thermal deformation of the slide guide in the y direction(stationary)
由瞬态热分析得到的y方向和x方向热变形如图7和图8所示。由图7可以看出:导轨受热变形后向上拱起,在中间位置变形量最大,最大变形量为5.03μm,比稳态分析结果小了2.52μm。由图8可以看出:在 x方向的变形是中间最大,两边最小,最大变形量为3.6μm。
由于2个滑块之间相距500 mm,因此在导轨上的滑块是一高一低,滑块上的工作台则绕 x轴倾斜,当其中一滑块在导轨最大变形处时,倾斜最严重,经计算得出最大倾斜量为0.000 218 9°。
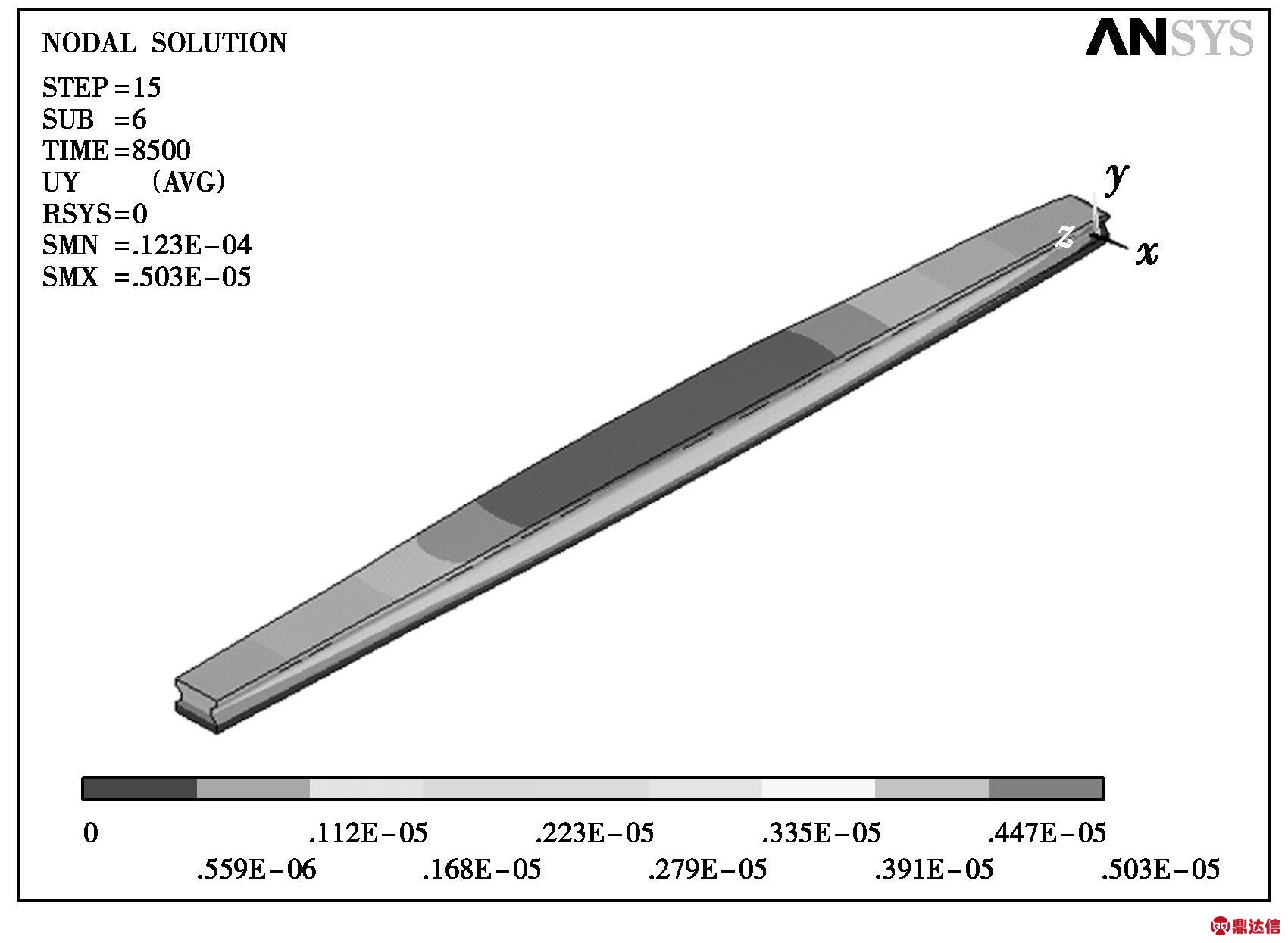
图7 导轨在y方向热变形图(瞬态)
Fig.7 Thermal deformation of the slide guide in the y direction(transient)
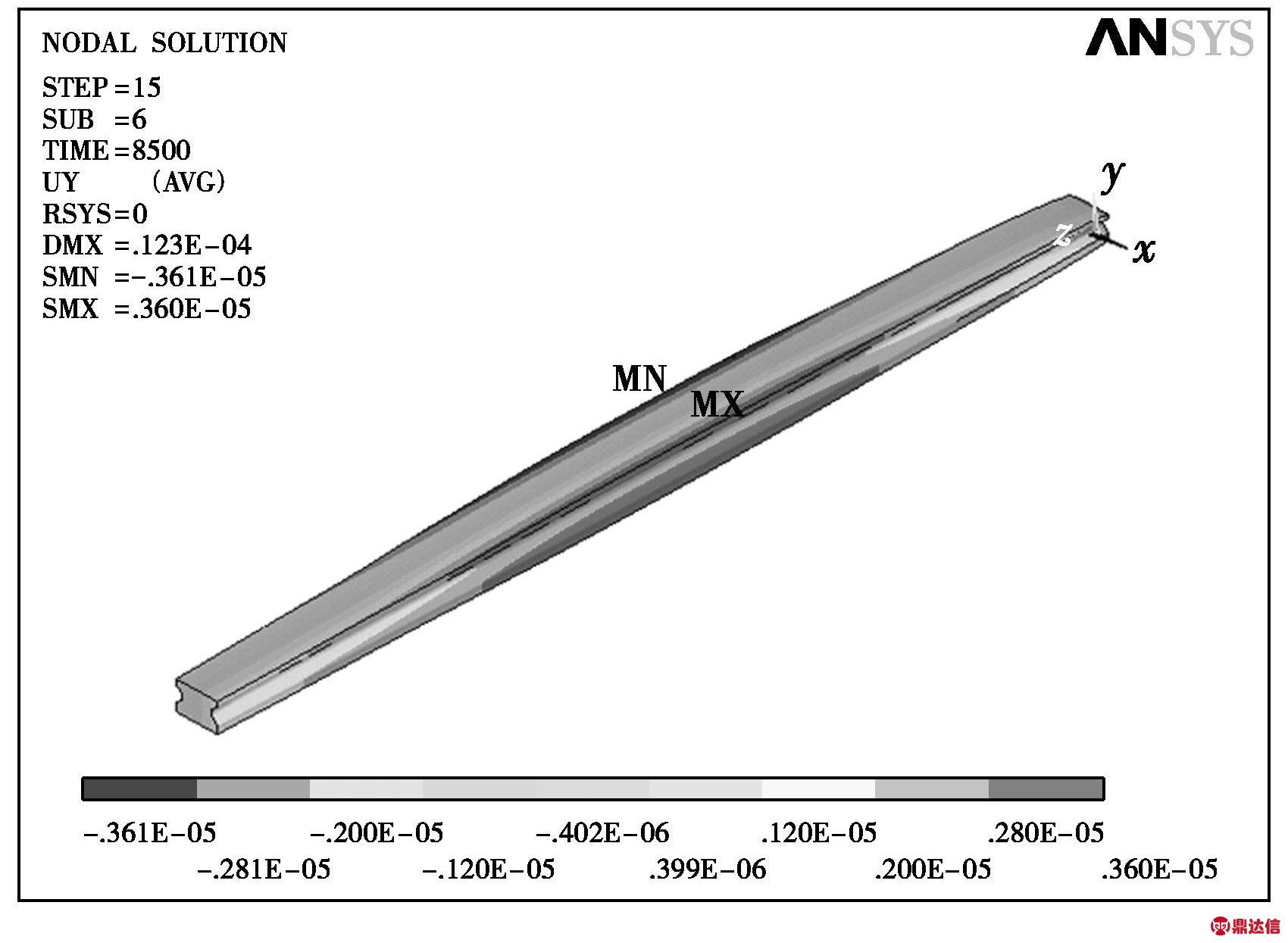
图8 导轨在x方向热变形图(瞬态)
Fig.8 Thermal deformation of the slide guide in the x direction(transient)
3 结 论
1)对比瞬态和稳态温度场分析可知:热源移动得到的最高温度比热源固定时低了5.6℃,y向最大变形小了2.52μm,说明热源的移动对导轨热变形有较大影响。
2)机床大约运行1.25h后,导轨的温度趋于稳定。因此精密机床加工前,预热一段时间能够减小导轨热变形,进而改善机床的加工精度。
3)导轨的热变形在y方向导轨中部向上拱起,在 x方向的热变形中间大,两边小,并沿 z轴对称。导轨变形使得滑块上的工作台绕 x轴倾斜,最大倾斜量为0.000 218 9°,上述研究为机床考虑热变形时的误差建模提供了依据。


