
摘 要:为研究国产某型号滚动直线导轨副应用在数控机床上时的精度衰退规律和精度保持性问题,设计了滚动直线导轨副精度保持性专用试验平台。此试验平台能够模拟机床正常工况下导轨滑块所受载荷。根据此试验平台提出了滚动直线导轨副精度保持性试验方案和测量方案,为后续试验的进行提供了依据。
关键词:数控机床;滚动直线导轨副;精度保持性;试验台设计;加速寿命试验
0 引言
滚动功能部件是机床四大主要配套部件之一,在整个数控机床的产业链中具有重要地位[1]。滚动直线导轨副作为一种精密直线导向部件,是滚动功能部件中的重要种类。由于其大承载、高精度、高速度、低磨损、可靠性及标准化等优良特性,已经越来越多地应用到了数控机械、自动化生产线等领域。
和国外产品相比,国产的滚动直线导轨副主要以技术含量低的中低端产品为主,利润少,竞争压力大。国内的中高档数控机床所使用的滚动直线导轨副80%以上依赖进口产品[2]。一个主要原因在于国产产品在高速、重载的使用条件下,其精度保持性与国外先进产品存在显著差距,难以满足机床的要求。滚动功能部件的落后已成为制约国产中高档数控机床发展的最突出问题之一[3]。目前,为了提高国产滚动直线导轨的质量,很多学者已经在滚动直线导轨副的精度保持性和可靠性的理论和试验[4-6]、专用试验和测试装置[7-8]等方面进行了研究,取得了很多成果。但是这些研究主要是针对部件本身的,对于实际应用在机床上时,滚动直线导轨副精度的变化规律缺乏针对性研究。
此研究以合作方沈阳机床集团提供的VMC850E立式加工中心中X轴所使用滚珠直线导轨为对象,研究其在实际切削工况下的精度衰退规律和精度保持时间。针对这一目的,设计开发了相应的试验平台,并提出了合理可行的试验和测试方案。试验结果可以为滚动直线导轨副和机床整体的性能测试、寿命预测,以及产品的进一步升级改进提供参考。
1 试验平台设计
1.1 试验平台整体结构
为了更加准确地模拟VMC850E立式加工中心的实际工作状况,同时也为了节约成本、缩短制造周期,本试验平台选择以VMC850E立式加工中心去掉防护罩和Z轴部分为基础改造而成。试验平台的整体构成如下图1所示。相关配套的附件部分,包括实时温度检测系统和辅助监测的行程计数器等图1不可见。
床身和滑鞍组成整个试验平台的基础部分,是固定不动的,起到支撑和为其他部件定位的作用。滑鞍上保留原机床X轴的滚珠丝杠副和滚动直线导轨副作为工作台的进给机构。
若直接以此X轴的导轨副为试验对象,测量时没有足够空间,每次测量都需要拆卸工作台,效率会很低,操作困难,试件更换不方便,精度也无法保证。因此,如图2所示,将X轴相同型号的导轨安装于工作台正中,作为试验对象,并且通过外力施加机构将模拟X轴滑块实际受力的载荷作用到滑块上。滑块受力静止不动,被测导轨随工作台在X轴方向往复运动,完成跑合过程。

图1 试验台整体结构图
1.床身和滑鞍 2.工作台 3.电气控制柜和数控系统4.被测导轨载荷施加机构 5.计算机数据采集系统
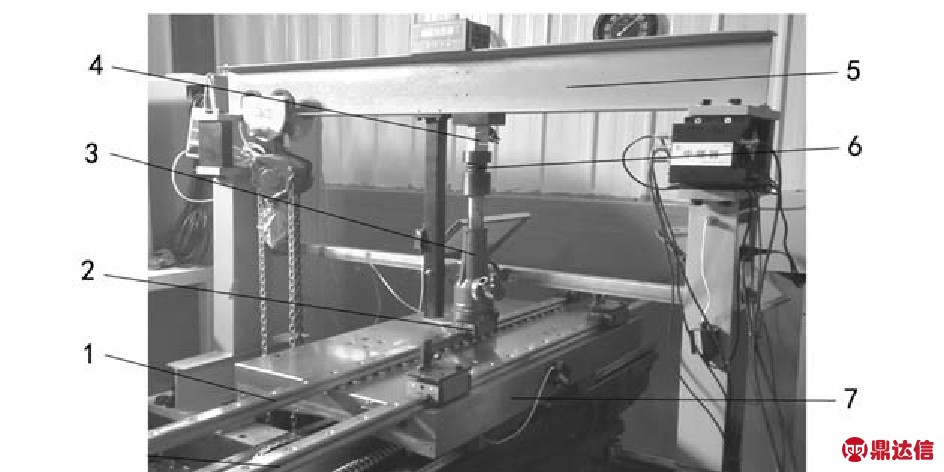
图2 工作台和载荷施加机构
1.辅助导轨 2.被测导轨 3.滑块 4.机械式螺旋千斤顶5.压力传感器 6.龙门框架 7.缓冲弹簧 8.工作台
工作台经过专门加修而成,取消了原有的T型槽,在中间加工出导轨安装部分,工作台面和导轨安装部分都经过精磨,整个台面误差控制在0.01mm之内,基本上能达到检测平台的精度,可以做为测量基准平面。
载荷施加机构主要由龙门框架、压力传感器、缓冲弹簧和1T机械式螺旋千斤顶组成,如图2所示。通过调整千斤顶的伸出长度来调节施加在滑块上的载荷大小。压力传感器安装在千斤顶上端,可以对加载载荷实时监测。缓冲弹簧可以过滤振动,把施加载荷误差控制在±1kg之内,使跑合过程中施加载荷大小稳定。
数控系统型号为FANUC 0i MD,通过编程可以控制试验台自动跑合,跑合速度和时间可以根据需要自由设定。温度传感器检测试验台主要部件和环境温度。计数器用来监测工作台往复跑合的次数。
1.2 试验平台精度测量装置结构
测量装置的作用是在试验平台进行模拟加载跑合试验一段时间以后,对被测导轨相关精度指标数据进行测量和采集。

图3 滚动直线导轨测量装置
1.工作台 2.被测导轨和滑块 3.数显千分表和表座4.滑块固定机构 5.龙门框架 6.大理石平尺7.平尺调平装置 8.辅助导轨
如图3所示,测量装置由工作台、龙门框架、辅助导轨、滑块固定机构、大理石平尺、数显千分表和表座、计算机以及数据采集软件等组成。工作台面经过精磨,可以做为精度测量的工作平面。大理石平尺经过调平,可以作为水平和垂直方向的测量基准。将千分表座固定在被测滑块上,表头打在相应测量基准上,通过工作台和大理石平尺沿着X轴向的运动得到被测导轨的精度数值。使用数显千分表、连接数据线、相应的采集卡和数据采集软件,结合数控系统中的检测程序,可以自动将数据采集到计算机,完成自动检测。整个试验过程中,被测导轨不需要拆下来测量,在工作台上就可以完成全部的精度测量,避免了重复拆装,能大大地缩短测量时间,提高测量精度和试验效率。
2 精度保持性试验方案设计
滚珠直线导轨副的精度保持性是指其在规定条件下和规定时间内精度保持在某一范围而不丧失的能力。对于滚珠直线导轨副个体,用有效精度保持时间或磨损寿命来表示[9]。磨损寿命与疲劳寿命虽然有所区别,但是磨损寿命本质上属于疲劳寿命的一部分。所以滚动直线导轨副的精度保持性试验也就是它的磨损寿命试验。
将滚珠直线导轨副安装到上述试验平台进行试验。由于滚动功能部件可靠性高,耐磨性强,如果所施加载荷直接模拟正常工况下滑块的受力大小,试验所花费时间和费用将会非常多,效率很低。因此,根据缩短试验时间的需要以及此试验平台的特点,采用加速寿命试验的方法。
加速寿命试验的基本思想是在不改变试件失效机理的前提下,通过建立加速模型,利用高应力水平下的平均寿命去外推正常应力水平下的平均寿命[10]。采用这样的方法可以大大缩短试验时间,提高试验效率,降低试验成本。
2.1 试件准备和试验条件
试验所用滚动直线导轨副为四方向等载荷窄型,额定动载荷34.97 kN,生产厂家为南京工艺装备制造有限公司,型号为GGB35BAMN2P12×1680-3。
为了能保证试验结果的合理性,兼顾到试验时间和成本,试件的数量应不少于3套,并在被测试件的非工作表面上编号,方便试验人员对数据的记录。
试验台工作环境变化对精度试验会有一定影响。所以实验室应该有室内加热系统和空调系统,室内温度要稳定控制在20±2℃左右,相对湿度要控制在40%~75%。试验前,试件和试验平台应该在试验环境下放置不少于2 h,以确保试验开始前各零部件达到热平衡。
滚动直线导轨副采用油润滑,保留机床原供油系统,给油量为0.25 cc,间隔时间为5 min,具体给油量可随行程和使用条件的不同而调整。
2.2 外加载荷的施加
根据应力施加历程的不同,加速寿命试验分为恒定应力试验、步进应力试验和序进应力试验。恒定应力试验是把全部试验试件分成几组,每组都在某个恒定应力下试验,直到规定时间或者规定失败数时结束[11]。所施加的恒定应力要高于正常水平,但是不能改变故障机理。和后两种方法相比,恒定应力试验对设备要求较低,操作和数据处理方法简单,技术成熟,并且在多个领域都有了丰富的应用实例。我国也颁布了相应的国家标准GB268.1~4-1981。
另外,由于试验平台本身的结构限制,工作台所加载荷不能无限增大。根据机床产品手册,最多可以加到500 kg,否则容易引起滑鞍的变形。因此,试验选择恒定应力加速寿命试验方法。不过,由于我们主要是针对单个试件进行寿命试验,不需要进行批量产品寿命分布的统计分析,所以只需要在一个恒定应力水平下做一组试验。
由于机床实际铣削时工况复杂,铣削力难以准确模拟。所以选取机床端面铣削普通碳钢工件这一典型工况,分析这一过程中导轨滑块实际所受载荷,来模拟确定试验载荷。根据文献[12]提出的切削参数和静态铣削力的仿真结果,铣削动态等效力平均负载Fm=2249.4 N[12]。
已有的相关试验中,滚动直线导轨施加载荷F一般为其额定动载荷的5%~15%[3-4]。被测导轨的额定动载荷为34.97 kN,所以被测滑块可施加载荷范围为1.748 5~5.245 5 kN,即178.42~535.255 kg。
综上所述,试验时为了防止引起滑鞍变形同时缩短试验时间,取选择高于正常条件低于工作台最大许用值的450 kg作为工作台所加载载荷。
2.3 精度指标和试验终止条件
加速试验中,需要定时对反映导轨副精度的主要指标进行检测。查阅产品样本和我国机械行业标准JB/ T7175.4-2006,可确定被测型号滚动直线导轨副的精度指标和允许变动量,如下表1所示,以及滚动直线导轨副精度指标的基本检测原理,如图4所示。若某项精度参数超出试件的精度等级允差要求,则定义为滚动直线导轨副精度失效。
表1 滚动直线导轨副的精度指标和允许变动量 /μm

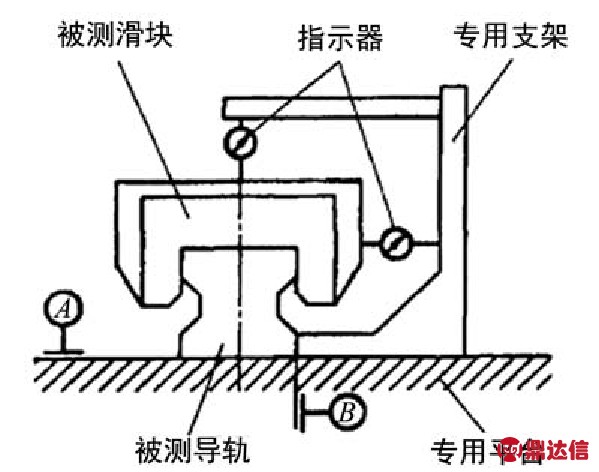
图4 滚动直线导轨副精度指标的测量原理
寿命试验按照试件的失效时间一般可分为:完全寿命试验、定时截尾寿命试验和定数截尾寿命试验[6]。由于滚动直线导轨副的试件价格一般比较昂贵,磨损寿命长,受试验时间和经费限制,所选的试件很少,为了利用有限的试件最大限度获取试验数据,采用完全寿命试验(即试验进行到加速应力下所有试件都失效才停止)。
2.4 试验步骤
根据恒定应力加速试验方法和试验台的实际情况,具体试验流程如下。
(1)试验前检测一次工作台安装被测导轨部分的水平台面和侧面的精度;
(2)将被测滚动直线导轨副安装在试验平台上,然后将大理石平尺放到工作台并调整到合适位置。以平尺为基准,测量导轨的原始精度。测量时工作台的速度设定为300 mm/ min。千分表通过数据线连接电脑,数据自动采集。工作台运行一个来回为一组数据,每次测量3组。测量结束后将平尺小心拿下,工作台回到起点;
(3)设定外加载荷为450 kg,保持恒定不变;在数控系统中设定工作台行程为650 mm、进给速度为: Vf=8 000 mm/ min、跑合距离为10 km,设定完毕按下开始按钮,试验台开始跑合;
(4)每跑合完10 km,去掉外加载荷,进行一次精度测量,测量方法同(2),记录并分析试验数据。测量结束后,重新加载,继续跑合;
(5)照上述过程循环下去,直至该滚动直线导轨副精度丧失;
(6)第一根滚动导轨试验完成后,更换另一根导轨再从(1)开始进行试验,直至3根滚动直线导轨副全部试验完毕,试验终止。
对于试验记录得的数据结果,3次测试的同一项精度数据可以取平均值,然后通过描绘曲线,得到各个精度指标数值随时间的变化过程,分析其变化规律。
3 结语
针对VMC850E机床中使用的国产滚动直线导轨副的精度衰退过程和精度保持性问题,设计了一种新的试验台,可以在试验台上完成滚动直线导轨副跑合过程和精度测量。和已有的试验设备相比,避免了试件多次拆卸所带来的测量误差,提高了测量精度和试验效率。
本试验台目前已经装配完成,并进行了参数调试和试运行,结果表明试验台结构可靠、加载的载荷稳定可控,可以满足在模拟机床典型切削工况的情况下测试滚动直线导轨的精度保持性的试验要求。根据此试验平台,提出的精度保持性试验方案和测量方案,为接下来试验的进行提供了准备和依据。


