
摘 要:对小型圆弧沟道淬火感应器结构进行探索,调整工艺参数获得均匀的硬化层深度,硬度达到技术要求,变形量符合要求,通过实际生产对感应器结构进行优化,获得理想的使用寿命。
关键词:小型圆弧沟道;感应器;淬火;层深;变形量;使用寿命
感应加热利用电磁感应的原理,使工件表面产生涡流而加热,利用感应淬火,在工件表面得到一定深度硬化层的同时零件心部仍可保持原有的显微组织和性能,即我们常说的“表硬里韧”,从而提高工件疲劳强度、耐磨性,仍然保持心部优良的性能。其中技术难点:高硬度、硬化层深度的均匀性及变形量。关键是感应器的设计及感应淬火工艺参数的选择, 本文重点介绍感应器的设计,附带给出感应器调试过程中的参数,对于实际生产有一定的参考价值。
1. 技术要求
感应淬火工件的结构如图1所示,材料为40Cr,技术要求:淬硬层深1~2m m,硬度58~62HRC,热处理后上下两平面的平行度偏差在±0.05mm。
2. 方案分析
淬火区域为R5.7m m的圆弧沟道,感应器的有效圈需进行仿形设计,依据感应加热的圆环效应和临近效应,初步采用φ8m m纯铜管绕制圆环感应器对零件进行加热,为了保证R5.7mm处的加热效果,采用间隙a=1~1.5mm。
3. 感应器设计方案及工艺调试
利用有槽口存在时的趋肤效应即感应加热的槽口效应,设计该型感应器,对感应器有效圈添加导磁体,增加R5.7mm处的磁场强度,以削弱上下尖角效应。
(2)方案二 有效圈用两根φ6mm纯铜管绕制,如图3所示。
(1)方案一 有效圈用单根φ8mm纯铜管绕制,如图2所示。
加工过程:上料→感应器到达加热位→加热停止→喷水启动→喷水盒停止→感应器到达下料位→下料。
由于零件的尖角效应比圆环效应强,因此上下尖角加热速度较快,当上下尖角加热到淬火温度时,R5.7mm处的加热温度不足。
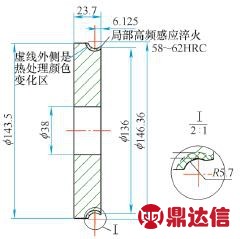
图1 工件结构
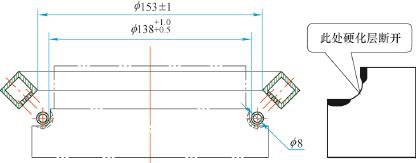
图2 感应器方案一及取样效果
加工过程:上料→感应器到达加热位→加热停止→喷水启动→喷水盒停止→感应器到达下料位→下料。
需指出的是,有效圈圆周导磁体分布及导磁体形状需经过试验验证,图示仅供参考。
方案二调试工艺参数及检测结果见附表、图4。
结论:硬度、层深符合图样要求。
对淬火件上下面的平行度用三棱尺进行检测,无明显透光现象出现,平面度变形达到客户要求。
4. 感应器设计注意事项
(1)设计、制作有效圈绕制,以及焊接模具,要保证有效圈精度(见图5)。
(2)感应器有效圈采用纯铜管选型应合理,如感应器有效圈所用铜管直径偏大,则出现硬化层中间浅、两侧深的现象。
(3)感应器有效圈所用铜管强度不足,必须用绝缘板进行加固,否则感应器加热过程中会出现有效圈上翘的情况,造成加热区偏离设计要求,加热停止有效圈恢复原状,如图6所示。
(4)早期感应器设计采用外圈通冷却水,内圈淬火水,有效圈烧毁(见图7a)。后期采用两圈铜管通高压水,淬火水单独制作喷水盒(见图7b),加工过程:上料→感应器到达加热位→加热停止→感应器到达喷水位置→喷水启动→喷水盒停止→感应器到达下料位→下料,虽比之前多了感应器到达喷水位的动作,节拍延长0.5~1s,但感应器寿命大幅增加,满足客户生产需求。
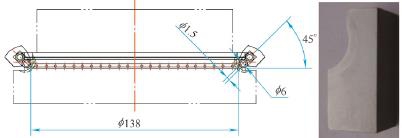
图3 感应器方案二及取样结果
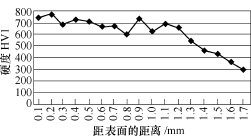
图4 方案二检测结果
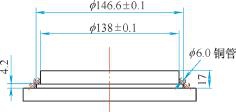
图5 感应器有效圈绕制、焊接模具
方案二调试工艺参数表

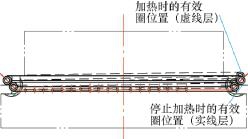
图6 停止加热和加热时的有效圈相对位置
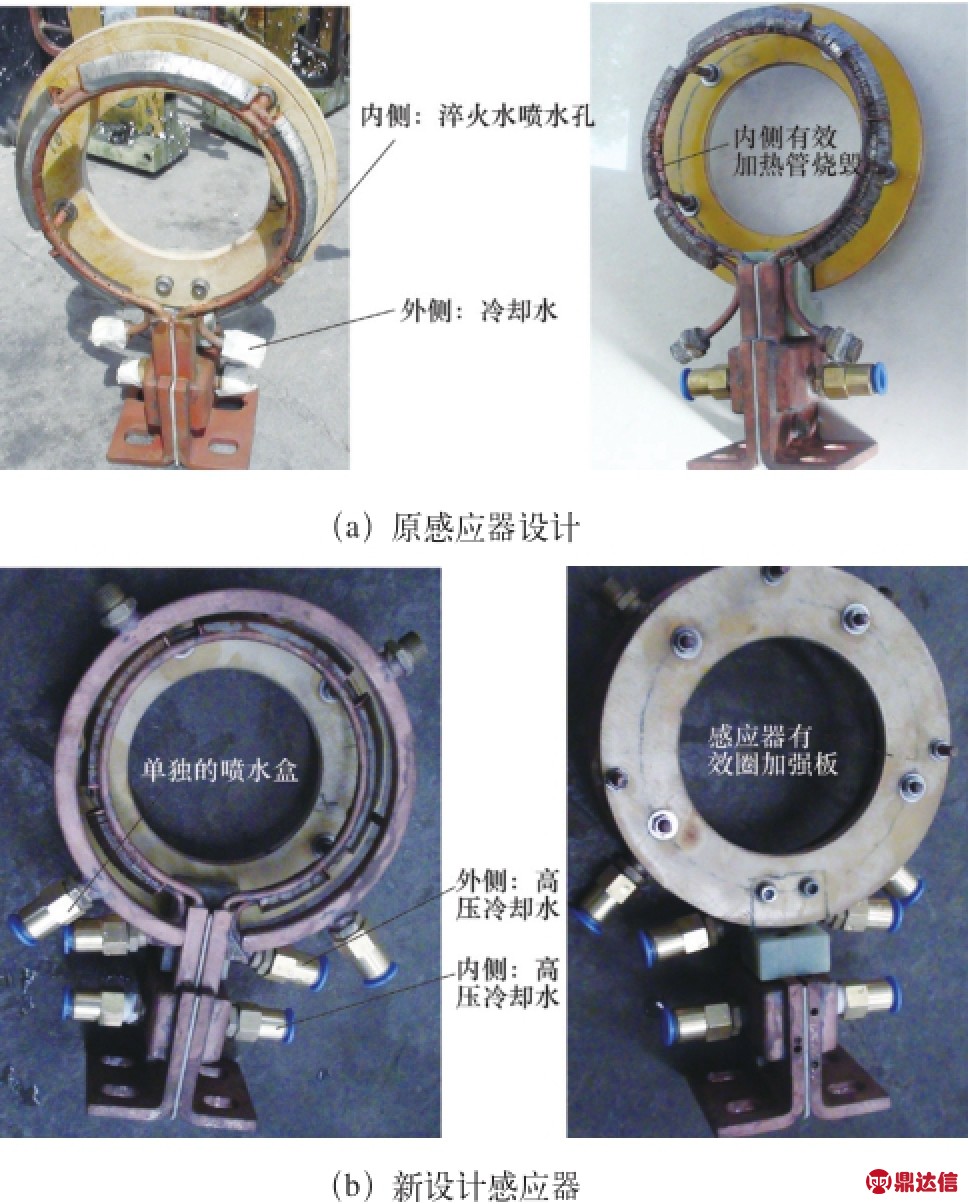
图7 感应器前后对比


