为了适应现代汽车生产的高效率、环保型、大规模的流水线生产,兼具有优质、高效、节能降成本及环保等诸多优点的感应热处理技术能够提升零件的力学性能,延长零件的使用寿命,可以实现表面硬化,局部硬化,减少零件热处理变形,实现零件的精密淬火,符合现代汽车生产的需要,并得到了越来越广泛的应用。我厂的大功率轮毂、行星架、轮毂轴、行星轮轴及联轴器惰轮轴等多种产品都涉及到了中频感应淬火工艺。前期集中在TSVP系列立式数控淬火机床上进行处理,因此多种产品的感应器需要来回频繁切换,同时又涉及到相应工装的切换,匹配参数的配置,以及程序的反复调整。长期如此,不但费时费力,还加大了对某些固件造成不可修复的损坏风险,对设备的损伤较大,机床的负载部分时常出现故障,维修次数很频繁。
1. 生产状态及存在的问题
轮边减速器轮毂轴是我厂的一款成熟产品,已在TSVP系列立式数控淬火机床上进行处理多年,其材料为42CrMo(GB/ T 3077—1999),热处理技术要求为本体调质至25~29HRC后进行中频感应淬火(产品结构见图1),中频感应淬火区域表面硬度50~64HRC、淬硬层深度指标为a、e处4~7mm;b、d处3~7mm;c处6~13mm。淬火区域为横向≥40mm、 纵向≥5.5mm(见图2阴影部分)。
2016年上半年市场情况不景气时,产品交货时间不固定,每月产品数量需要分批次进行热处理,在生产进度上与其他多种产品发生冲突。而2016年下半年轮毂轴产品的市场需求比较旺盛,轮毂轴产量逐月上升。为了解决轮毂轴生产瓶颈问题,我厂技术部门对于原有的一台晶闸管卧式中频感应淬火设备实施了改造,以专门用来对于轮毂轴进行中频感应热处理,从而提升产品质量和生产效率。图3为从立式感应淬火过渡为卧式感应淬火,图4为晶闸管卧式中频感应淬火设备所用轮毂轴感应器。
但在改造实施之后却被以下因素所困扰:轮毂轴感应器烧损次数频繁,需要经常维修,影响了生产进度,大幅增加了生产成本。经过在车间现场调查,轮毂轴感应器的烧损频次为每批次产品(200~500件不等))烧损一次,数量较大时增长至每批次产品烧损两次的烧损故障频率。而在2016年7~8月份的高产期时,感应器故障频现,其烧损频次达到了每批次平均每100件产品就发生感应器烧损一次的故障频率。因此,必须采取相应措施进行改善。图5为工作状态下的感应器及其烧损位置。
2. 问题原因调查和分析
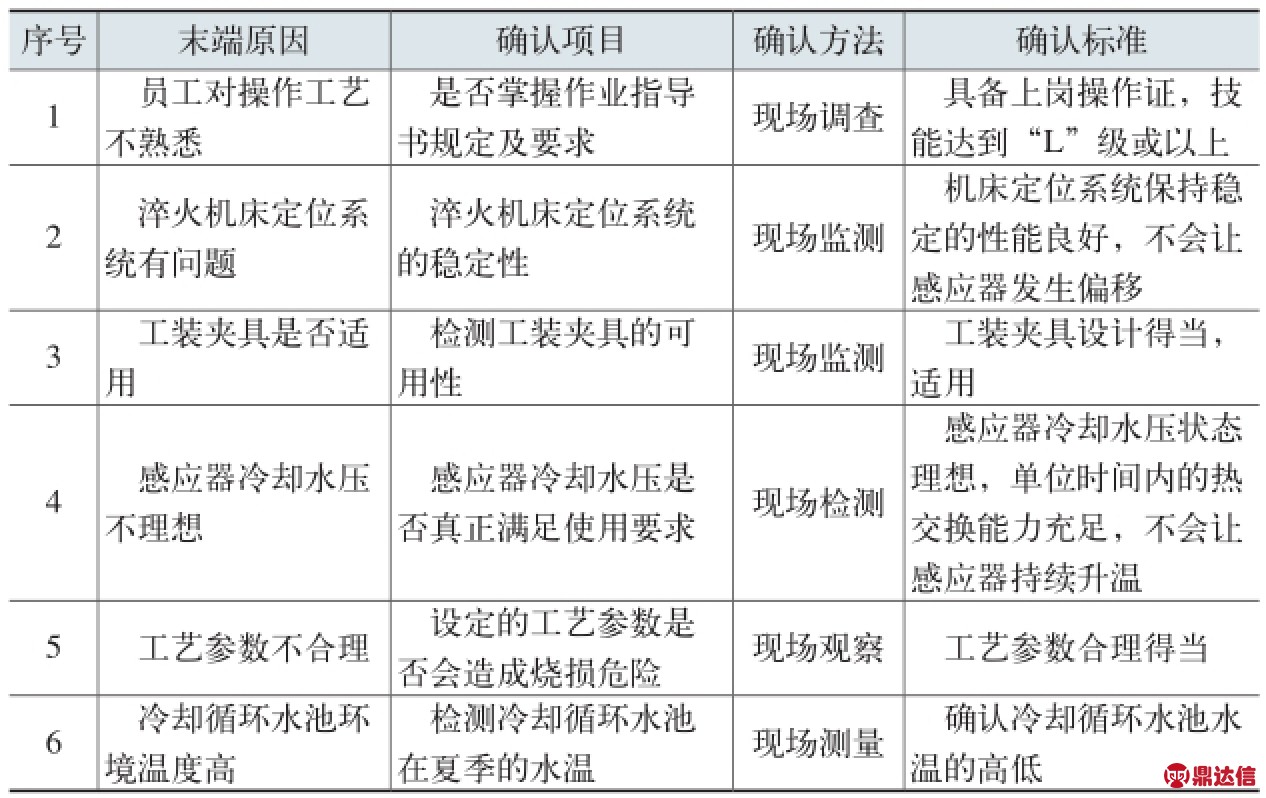
通过对现状的调查及分析,我们从6个方面着手寻找原因,见表1。
经过现场调查,有以下结论:
(1)感应热处理操作工每周都在开展技能学习与培训。其技能等级都在“L”级和“L”级以上,操作过程熟练认真,对工艺过程熟悉,不会对感应器造成人为因素的损坏。
(2)通过现场长时间观察,发现在生产过程中感应器与产品在连续生产较长一段时间后会产生接触摩擦而发生烧损,原因是连接感应器的定位系统保持定位稳定的性能较差(见图6)。
(3)在工装夹具方面,通过检测位置和同心程度确认保持良好状态,工装夹具可用且适用,不会对感应器的工作造成影响。
(4)通过现场检测,发现感应器冷却水压虽然勉强达标(技术要求>0.2MPa,实际测量0.25MPa),但仍然不理想,单位时间内通过其中的水流量对于保障感应器散发出热量的交换能力不足,因此在长时间生产过程中使得感应器的温度会逐步升高,最终使其产生局部烧损故障(见图7)。
(5)生产过程中,通过感应器的电流越小,对其伤害就越小,理想状态下的V:A≥2:1,实际生产现场指标达到了3:1,电流相对来说已经很小,而加热时间也已经缩减优化,不会对感应器造成烧损危险。
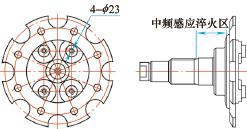
图1
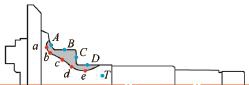
图2
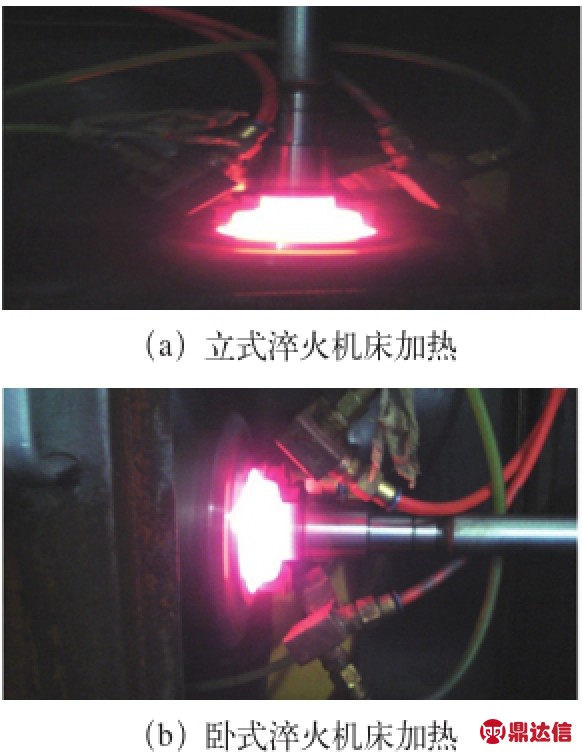
图3

图4
表1
(6)7~8月份高产期间正处于夏季高温期,此时冷却循环水池的环境温度较高,通过测量,用于感应器冷却用的循环水池中的水温达到35~38℃,比平常高出15℃左右,使循环冷却水的冷却能力变低,在同样水压的情况下,造成感应器自身的温升过快,从而导致烧损率增大。
3. 采取的对策及效果
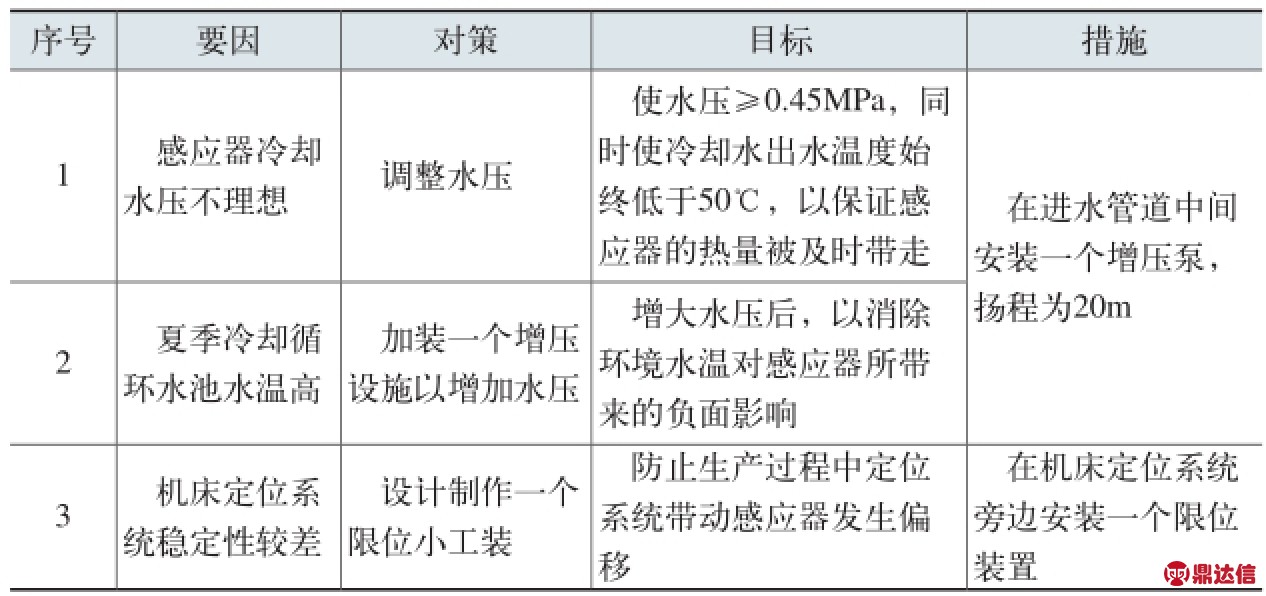
综合以上因素,我厂技术部门采取了相应对策,见表2。
通过安装扬程为20m的增压泵,使得感应器的冷却水压大幅增加,压力从0.23MPa增加到0.48MPa,从而增大了单位时间内通过感应器的水流量,使得冷却水对于感应器有效散发掉热量的热交换能力大幅度增强,避免了感应器在长时间生产过程中持续升温而造成的烧损。由此夏季循环水池水温带来的环境方面的负面影响得到了有效消除,冷却水出水温度低于50℃。同时经过水压改进后,在长时间连续生产中出水温度连续监控发现基本没什么变化,证明了感应器没有产生异常温升现象。
限位装置的增加有效地阻碍了机床定位系统微小偏移的发生,从而可以有效地预防在连续生产过程中感应器发生偏移而导致的烧损(见图8)。
在实施改进措施前6个月时间内生产了4068件轮毂轴,共发生了24次感应器烧损。而实施改进措施后,两个月高产期内总共生产了2074件轮毂轴,没有再发生过感应器烧损的现象,生产效率也得到了较大的提升,产品交货及时,客户满意度大幅提升。
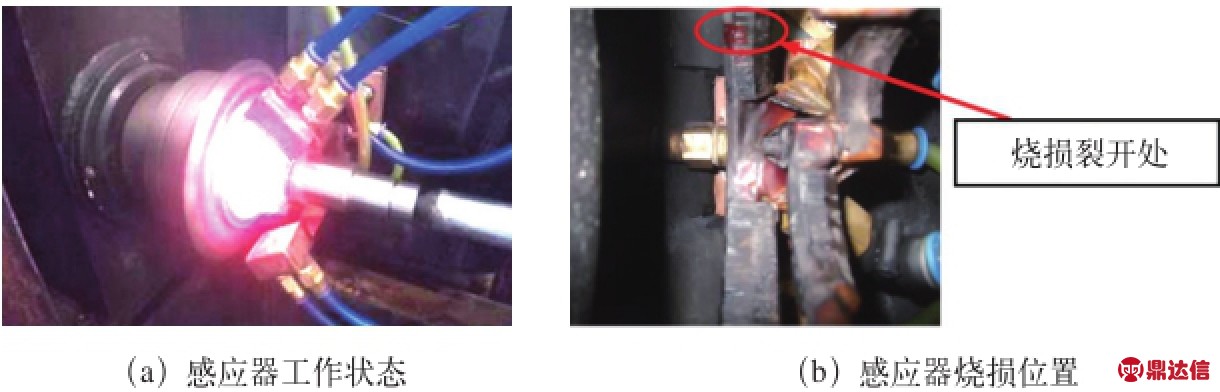
图 5
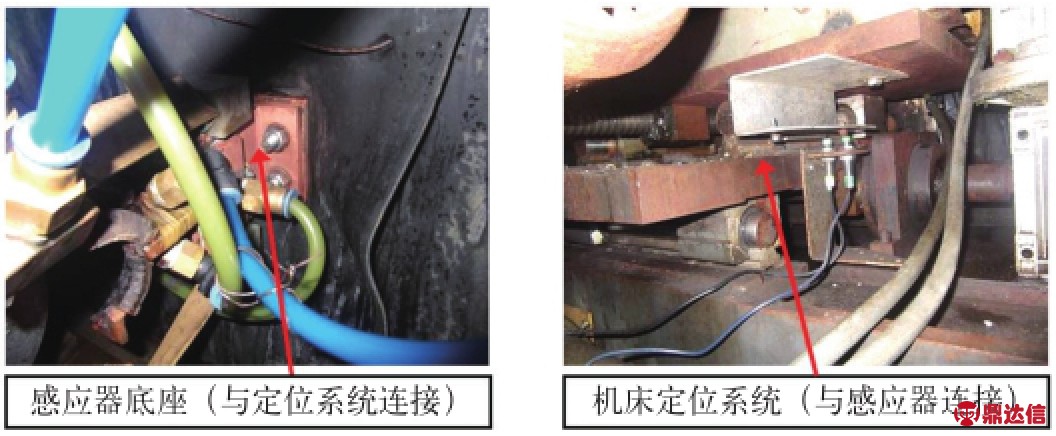
图 6
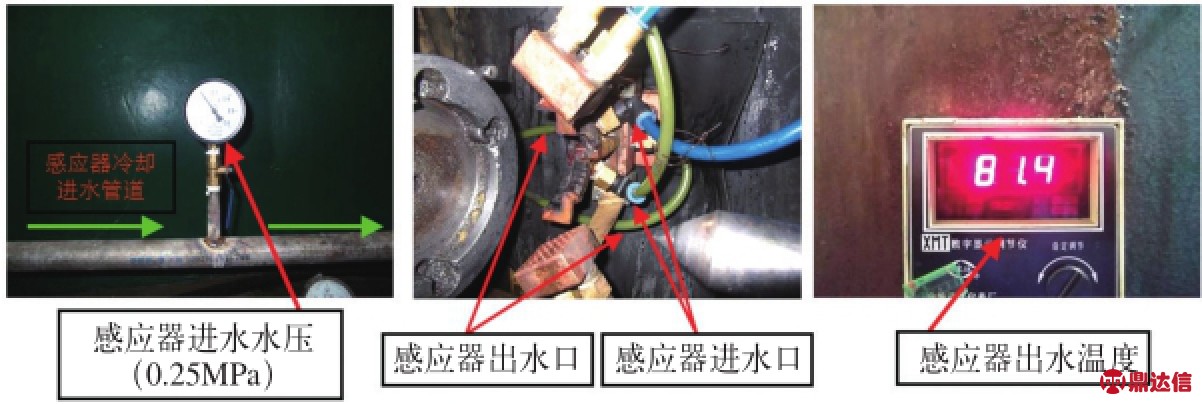
图 7
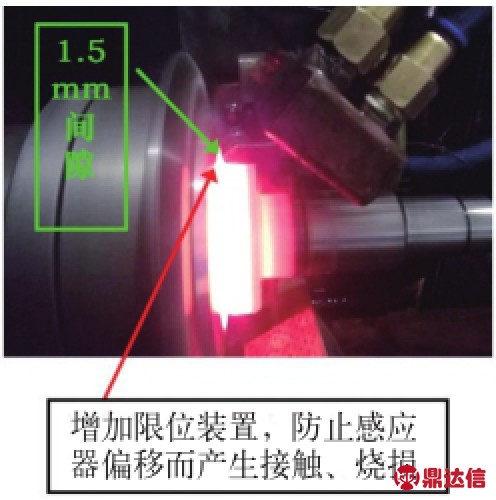
图 8
表 2