
摘 要:介绍了TRIZ理论体系和解题流程,以TRIZ矛盾解决原理为指导,针对盾构机密封环件淬火变形问题,运用曲面化发明原理,进行了加工工艺的改进。通过生产验证,取得了良好的效果。结果表明,TRIZ理论为解决盾构机环件加工领域难题,提供了一套有效工具。
关键词:TRIZ;盾构机;密封环件;淬火变形
0 前言
近年来,随着我国城市基础建设步伐加快,地铁、城市综合管理等项目建设增长迅速。盾构机在建设施工中发挥着重要作用,我国盾构机产量随之连续增长[1]。盾构机是一种集机械、电气、液压、控制、测量等多种学科于一体的大型施工设备。位于盾首部分的密封环件是盾构机的关键零件,起到密封、减磨、耐磨等作用。由于盾首环件尺寸大、壁厚薄、硬度高等特点,加工时存在变形现象,影响加工效率及合格率。目前国内学者对此问题研究较少。
TRIZ理论,是俄文发明问题解决理论的缩写,由前苏联发明专家根奇·阿奇舒勒等人在对全世界近250万份高水平发明专利的研究、分析、归纳总结的基础上,建立起来的解决发明问题的系统化方法。TRIZ的研究应用已遍布世界多个领域,近年来,我国对TRIZ理论的研究也得到高度重视,许多学者对TRIZ的应用也做了相关研究。刘志峰等运用物场分析原理和冲突解决原理进行了产品零件可拆卸联接改进设计[2];张鑫运用矛盾解决原理对起重机起升机构进行了研究[3];朱辉等运用矛盾/冲突解决理论对多轴拧紧机结构进行了优化设计[4]。
本文将TRIZ理论应用到盾构机环件的加工领域,通过系统分析得出解决变形问题的方案。
1 TRIZ理论简介
1.1 TRIZ理论体系
TRIZ是基于知识的、面向人的发明问题解决系统化方法。其理论体系主要包括技术系统演变的8个模式、40条发明原理、39个工程技术参数、矛盾/冲突解决理论、物质-场分析、发明问题解决算法等。TRIZ理论体系可用图1所示框架图表示[5]。
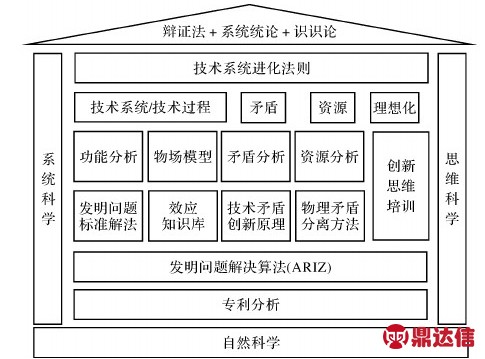
图1 TRIZ理论体系框架图
1.2 TRIZ解题流程
TRIZ理论作为一套完整体系,不同于依靠经验的传统模式和不断试错的思路去解决问题,它给出了解决创新问题的整个流程。具体解题流程如图2所示[6]。
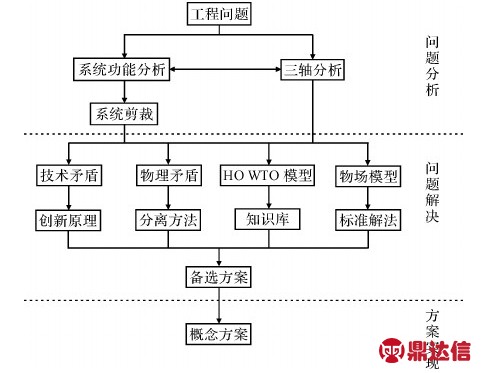
图2 TRIZ理论解题流程
对于某个具体问题,可依据图2流程进行求解,即首先确定工程问题,建立问题分析模型,然后利用TRIZ提炼的各种原理和工具,得出相应的解决方案,依据技术系统进化法则等对方案进行评价,最终得出最优方案后实施。
1.3 矛盾矩阵
TRIZ理论把解决矛盾作为工程问题的核心,矛盾主要是技术矛盾和物理矛盾。技术矛盾是指系统中两个参数之间的矛盾,即如果改善参数A,将导致系统参数B的恶化;物理矛盾是指系统一个参数的矛盾,即既要求某参数A的性质为正,又要求参数A的性质为负。TRIZ理论归纳出39个通用工程参数来描述矛盾,总结出40条发明原理来解决矛盾,并把39个工程参数和40条发明原理通过矛盾矩阵建立对应关系。针对某一矛盾,可通过查找矛盾矩阵快速得优先考虑的发明原理。表1为矛盾矩阵部分内容[6]。
表1 矛盾矩阵表
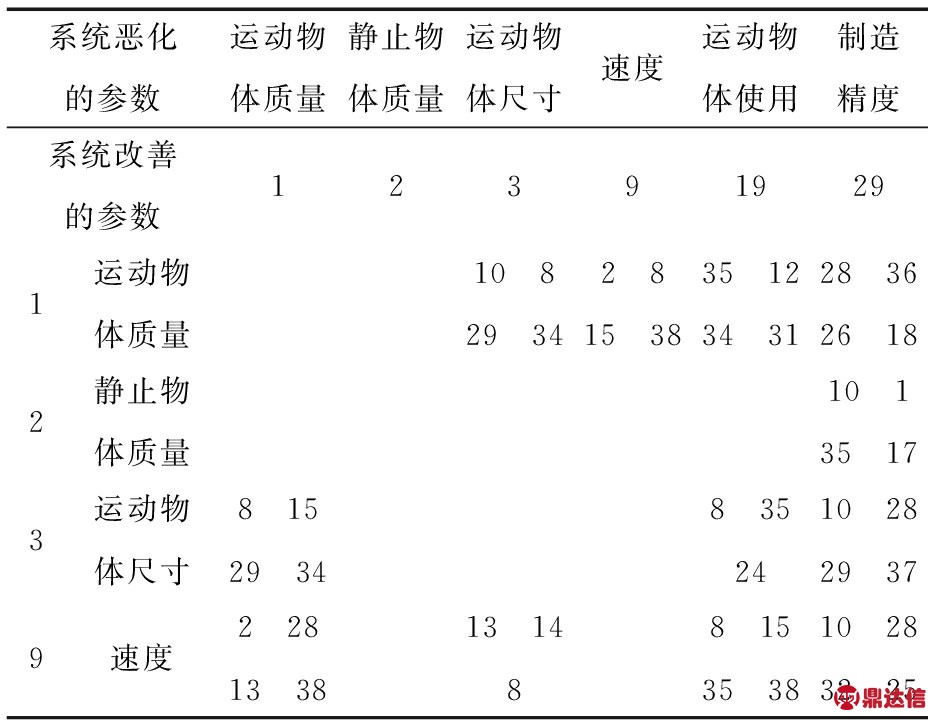
矛盾矩阵的行、列均是39个工程参数,列代表工程参数需要改善的一方,行代表工程参数可能恶化的一方。应用时,先从列中找到需要改善的技术参数,再从行中找到可能恶化的技术参数,其行列的交点,则是推荐使用的发明原理的序号。
2 TRIZ理论在盾构机环件加工中的应用
2.1 问题背景
某型号盾构机,其环件位于外压紧环与法兰之间,如图3所示,外密封环5主要起密封作用,其磨损后可通过螺栓来调节与密封条的相对位置,进而起到密封效果。
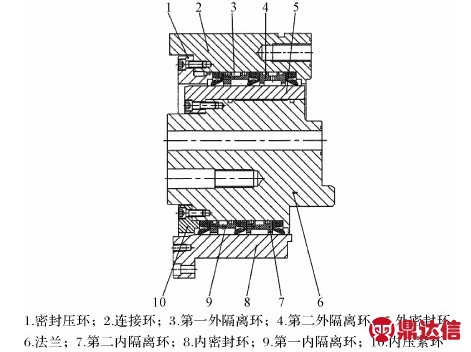
图3 盾构机主驱动结构示意图
密封环件材料为42CrMo,为了提高耐磨性,外径表面需进行表面淬火处理,要求硬度为55~62 HRC,有效硬化层深度不小于5 mm 。其尺寸及技术要求如图4所示。
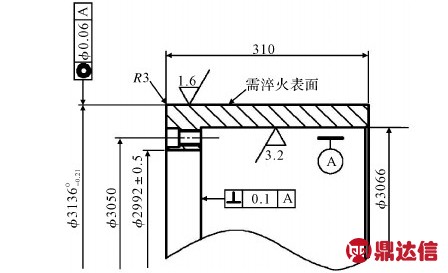
图4 产品尺寸及技术要求
2.2 问题描述及分析
传统加工工艺,粗车后进行外径表面淬火,最后磨削淬火面。由于密封环件尺寸较大、径向壁薄、刚性差,且淬火面积较大,致使外径表面上下受热、冷却速度不一致,表面淬火后变形量较大。其表面淬火后如图5所示,位置2比位置1、3凹陷约0.4 mm左右,零件内、外径椭圆0.5 mm左右。传统工艺为了保证成品尺寸,加大了磨削加工留量。但是传统工艺存在以下问题:(1)由于先车内径台阶,后进行外径面淬火,表面淬火时径向壁厚较薄,容易造成零件的椭圆及外径面心部的凹陷;(2)为了保证成品尺寸,加大了磨削留量,降低了加工效率;(3)由于磨削量较大,造成成品有效硬化层厚度不均匀。
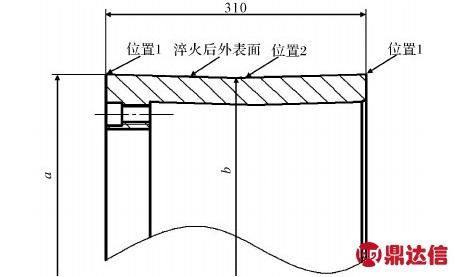
图5 传统工艺表面淬火后示意图
2.3 矛盾理论应用
通过以上分析,技术矛盾为工件形状改善与工件表面硬度恶化之间的矛盾,因此可将第一个工程参数描述为形状,将第二个工程参数描述为强度。查矛盾矩阵表可知,30号、14号、10号、40号原理可能解决此问题。30号为柔性壳体或薄膜原理;14号为曲面化原理;10号为预先作用原理;40号为复合材料原理。
通过原理分析,认为14号、10号原理可解决此问题,即将环件外径在粗车时加工成外凸的曲面,经过淬火后外径表面产生向内凹陷的变形,最终外径面的圆柱度较为理想,再经过小磨量的磨加工,即能满足图纸要求。
2.4 实验验证
通过对传统加工工艺的改进,确定了新工艺路线为:车基面、圆弧外径→车非基面→外径表面淬火→车内径台阶→磨削外径。新工艺改车外径为圆弧形,如图6所示,以弥补外径淬火引起的凹陷。
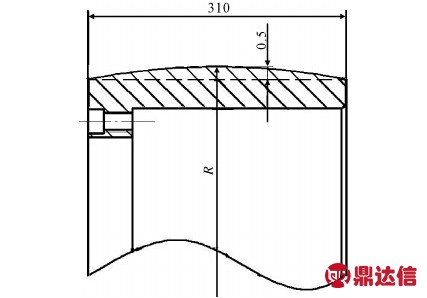
图6 新工艺车圆弧示意图
通过对采用新工艺后的首件产品进行测量,零件外径直线度在0.1 mm以内,椭圆0.3 mm以内。因此外径淬火面磨削0.3 mm即可,极大的提高了零件的加工效率,节约了加工成本。
3 结论
通过对盾构机环件加工工艺的分析,将TRIZ的矛盾理论应用到其工艺中,从理论上得到了可行的方案。经实际验证,取得良好的应用效果。这表面,TRIZ理论在对类似产品的加工过程中,能起到很好的指导作用。


