
以我公司生产的一种出口产品为例,产品密封环槽高度尺寸37.28mm/37.33mm,如图1所示。
由于沟槽被测量平面比较窄,37.28mm/37.33mm精度要求比较严,在加工现场标准量具不能直接测量。如果采用三坐标用星形测头测量,存在两个问题:①沟槽平面比较窄采点不全面,不能真实反映尺寸。②批量生产时现场需要能够快速测量的手段,用三坐标无法提高抽检频次不利于质量控制。因此需要针对该沟槽设计专用的检具。本文结合计量相关知识及实际使用情况对环槽测量原理及具体方法做个介绍。

图 1
1. 采用光滑极限量规检测
(1)量规尺寸公差计算 按WJ 1658-1986《高度、深度量规》规定,根据大小端磨损方向确定该量规属于Ⅲ型,公差分布如图2所示。
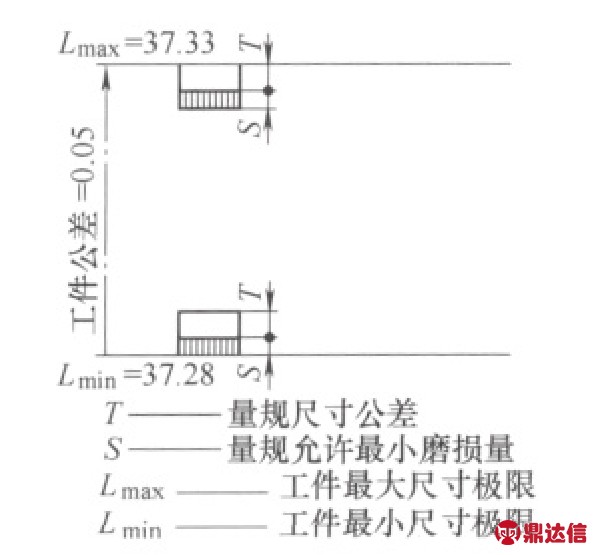
图 2
经查WJ 1658-1986《高度、深度量规》及参照GB1957-1981《量规尺寸公差T和位置要素Z》,T=S=0.004mm,由图2公差分布得出
D端尺寸: =37.33
=37.33 (mm);
(mm);
D端磨损极限:Lmax-T-S=37.33-0.004-0.004=37.322(mm);
X端尺寸:(Lmin+S) =37.284
=37.284 (mm);
(mm);
X端磨损极限:Lmin=37.28mm。
(2)量规外形设计及使用说明 由于两个测量面沿工件轴线投影方向没有交集,所以当高度量规面与两被测面不平行时会带来较大误差(该量规不符合阿贝原则,误差尤甚)。因而,设计时必须考虑量规至少与一个被测面充分接触,保证测量时量规面与被测面尽可能平行。从图1中看,φ116.95/φ117mm处台阶较宽,所以选在φ116.95mm/φ117mm孔台阶面为量规测量基准平面,考虑到实际使用及加工制作方便,外形如图3所示。
其中1、2、3号件选用GCr15材料,粗加工外形后表面淬火至58~62HRC,用螺钉锁紧一起平磨保证D端、X端尺寸及形位公差要求。使用时手持手柄把高度规放入,使1号件紧贴φ116.95mm/φ117mm孔台阶面并左右滑动,如D端不能进入沟槽X端能进入沟槽工件即为合格。设计检具基座外圆尺寸时有过考虑,保证左右滑移检具时不至于检具基座悬空引起晃动,造成测量误差。
(3)量规优缺点 该量规优点是使用简便明了,通既是通止既是止,测量人为误差小;加工件少制作简单,量块磨损后可以替换,维护保养方便。
该量规缺点是关键件加工精度高,磨损量小,使用频率较高的情况下损耗比较快。
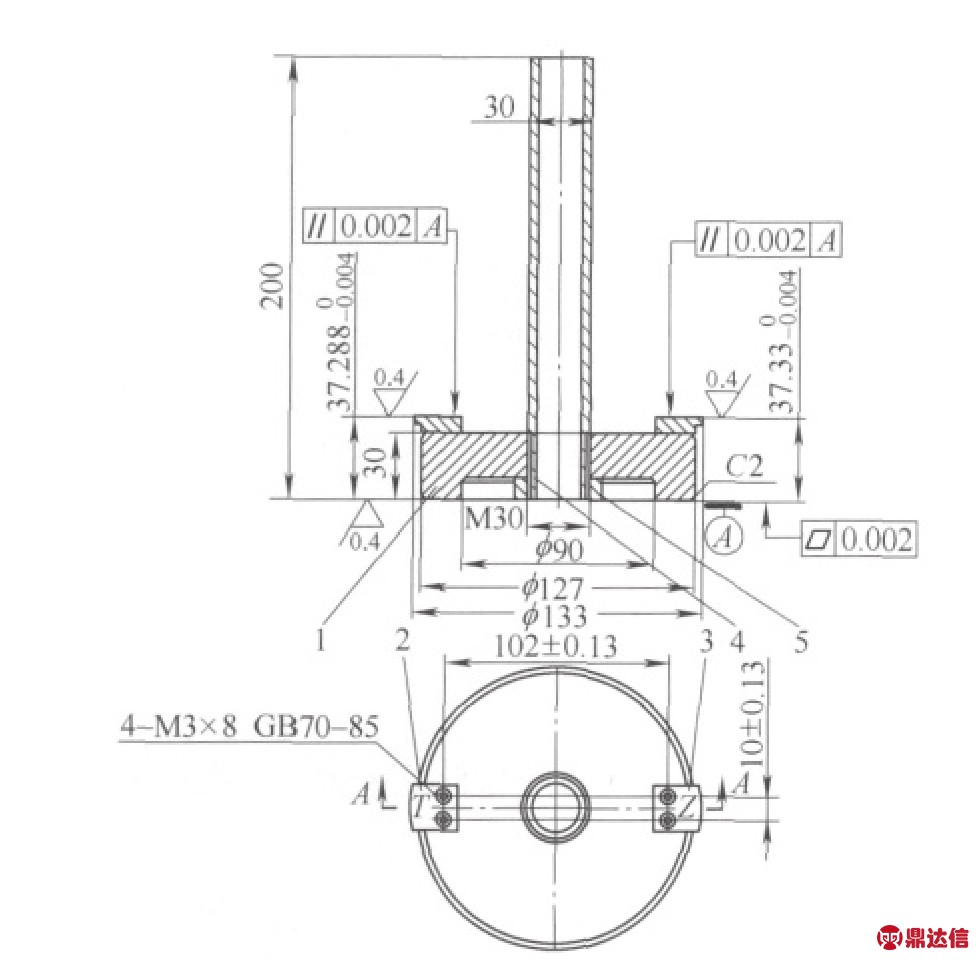
图 3
1.检具基座 2.X端量块 3.D端量块 4.手柄 5.螺母
(4)实践验证 我公司机加工车间使用该量规经实际使用验证,这种检测方式方便快捷、省时省力且高效,取得了良好的效果。
2. 采用比较测量的方式检测
(1)测量原理介绍 所谓比较测量是指使用测量机构分别测量标准高度量块和工件,通过指示器显示出被测工件与标准高度量块的差值即为工件该尺寸的误差。具体操作是先在标准高度量块上把测量机构指示器(千分表)校零,然后在被测件上测量,读出数值。此测量方法的精度取决于标准高度块的制作精度及测量机构的重复精度。因此对标准高度块加工精度以及整个测量机构的刚度及前期调试都有要求。
(2)检具设计及使用说明 检具结构如图4所示。
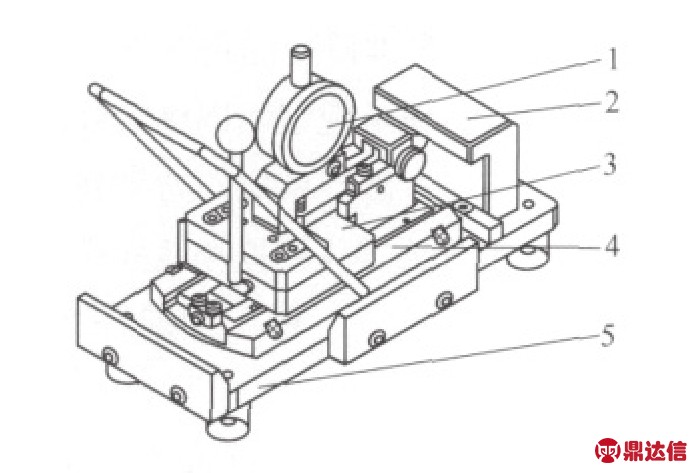
图 4
1. 千分表 2.量块3.测量机构座 4.底座 5.校对平台
千分表1、测量机构3和底座4是装配在一起的,可以拎着提手整体拿起来,千分表1通过表座固定在测量机构3上,并且测量机构可以在底座4上前后滑动。测量机构3中使用一个1∶1杠杆,可以将杠杆一端测头的位移1∶1的反映在与杠杆一端接触的千分表的测头处,从而用千分表显示被测平面的高度变化。测量中测头实际运动轨迹是一个以杠杆支点为圆心的一下段圆弧,在角度非常小的情况下,这段圆弧近似等于弦长l≈C=ΔH(见图5)。
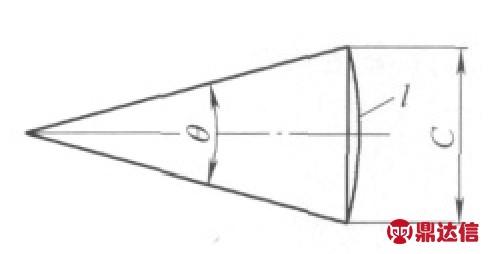
图 5
使用时,先把测量机构放在校对平台5上,滑动测量机构3使杠杆一端测头与标准高度量块2接触,待表针稳定把表盘调零;向后滑动测量机构3退出杠杆测头,提起测量机构3放在工件φ116.95mm/φ117mm孔台阶面上,同样操作,向前滑动测量机构3使杠杆测头接触被测面,待表针稳定读数,得出测量结果。
(3)检具优缺点 该检具的优点是检测结果直观,测量效率高且范围广(可通过更换杠杆及标准高度块小范围适应不同测量值)。缺点是加工制作复杂,关键件(标准高度块、杠杆、滑动导轨)加工精度要求高,成本高。本身属于带表检具,比较怕磕碰,维护保养相对量规麻烦。
(4)实践验证 综合以上因素考虑,我们把该方案作为技术储备,其效果在以前类似检具的实践中得到过很好地验证。
3. 结语
两种方案各有利弊,对类似密封环槽高度的检测提供了两种不同的思路。通过第一种方案的实际验证,这类检测方法有如下特点:
(1)测量便捷快速。
(2)对测量环境要求宽松,适应现场条件。
(3)制作相对简单,易于推广至多条生产线。
而且第二种测量方案结构略做改动,其杠杆原理可以推广到其他尺寸及形位公差的检测,比如:内径、径向跳动、端面跳动等,具有广泛的意义。


