
摘要:利用高阶运动系数表示的通用加工参数用来进行弧齿锥齿轮的精确ease-off齿面反调修正。首先基于通用展成加工模型(UGM)采用高阶多项式函数表达的通用加工参数来定义真实高阶ease-off齿面。然后考虑到方程求解的强烈非线性引入敏感系数矩阵和改进的带置信域策略的Levenberg-Marquardat(L-M)算法来获得精确稳定的通用加工参数反调量。最后基于通用加工参数的高阶反调方法被提出来主要包括:i)最优加工参数调整;ii)高阶ease-off齿面修正。给出的算例证明高阶反调修正后的齿面ease-off能够达到1mm甚至更小提出的方法具有良好的实用性
关键词:通用加工参数;ease-off;弧齿锥齿轮;L-M算法;高阶反调修正
1 引言
在螺旋锥齿轮的传动设计中更好的强度和更少的噪音一直是衡量齿面性能两个最重要的目标。由于热处理变形、切削力变化及其别的不可预测的因素偏离理论设计或者精确齿面标准的真实齿面几何形状误差会导致噪音和边缘接触集中的过早失效问题[1-2]。因此在齿面切削加工之前必要的加工参数反调修正显得尤为重要。过去几十年来有基于不同型号机床的多种齿制的齿轮加工方式其中以Gleason和Klingelnberg齿轮系列为主。但一直存在加工类型过多调整过程繁杂低效率和低精度等问题。近些年来全闭环的加工参数反调修正理论成为主流其主要是基于误差敏感性分析法和齿面ease-off形貌修正来实现高精度高效率的齿面设计制造[3-4]。
首先文献[5]提出了万能运动概念(UMC)利用通用加工参数能实现各种齿制各类机床的加工提供足够多的自由度来展成可调复杂齿面[6]。同时各种先进算法被提出来求解精确的反调修正量。文献[7]计算了基于通用加工参数的齿面数学模型给出了其展成啮合加工的简单稳定仿真方法为齿面接触分析(TCA)提供基础。文献[8]基于UMC更进一步提出了通用展成加工模型(UGM)利用高阶多项式函数表示的通用加工参数完成了各种齿轮加工仿真。同时基于通用加工参数的ease-off齿貌修正技术成为热点。文献[9-10]通过实际加工参数的ease-off齿貌修整以获得高强度低噪音的高性能齿面优化设计。文献[11-12]基于五轴联动数控铣齿机床的展成加工提出了新的ease-off齿面优化设计方案其中ease-off用来度量齿面误差值。最后区别于传统的一二阶齿面修正技术高精度的高阶修形技术被提出来。其中,文献[13]提出了高阶多项式拟合法去实现高阶齿面误差的函数表达与多自由度修正。文献[14]根据任意预设的齿面接触轨迹提出了四阶运动曲线去完成可调的径向运动(MRM)修正。
就是基于以上研究成果利用UGM高阶多项式表达的通用加工参数改进了一种新的参数调整方法来实现高精度ease-off齿面的加工参数调整修正为高性能复杂螺旋锥齿轮齿面的设计与制造提供理论基础。
2 基于UGM的通用加工参数
尽管一直存在各式各样的加工方法但可以归纳为:(1)单分度的端面铣削法以Gleason齿制为主;(2)连续分度的端面滚切法以Klingelnberg齿制为主。随着CNC加工技术的发展和UMC和UGM的提出上述所有加工方法都可以表示成通用加工参数。在中基于UGM的加工参数,如图1所示。可以表示成以机床摇台角φ为变量的高阶多项式函数:
式中:Ra—滚比;
αc—压力角;
Sr—径向刀位;
EM—垂直轮位;
XB—床位;
XD—水平轮位;
γm—轮坯安装角;
σ—刀倾角;
ζ—刀转角;
β—偏心角;
q—基本摇台角;
φ—齿坯旋转角。
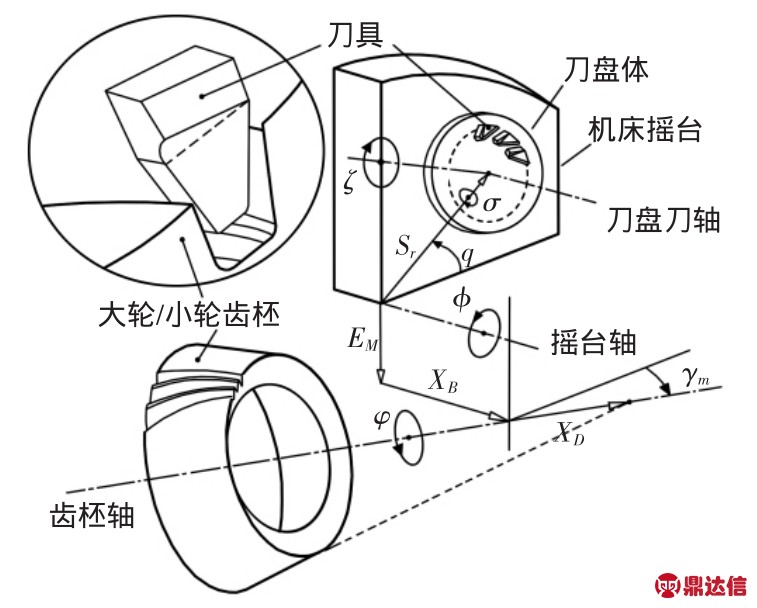
图1 基于UGM的通用加工参数
Fig.1 Universal Machine Setting based UGM
每一机床加工参数都可以解析表示成与坐标系关联的运动单元在建立固联于刀盘和齿坯的加工坐标系后建立它们之间转换矩阵就可以得到齿面的基本方程如下所示:
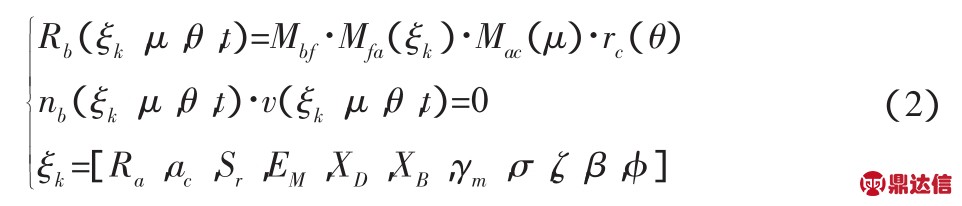
式中:μ、θ—齿面坐标;
μ—刀具相位角;
θ—刀具相位角;
k—对应的加工参数数目k=11×(n+1)。
通过消元t,齿面方程可以简化为:
式中:rb—齿面矢量;
rc—刀具矢量;
Mbf、Mfa、Mac—从齿坯到刀盘的坐标转换矩阵[10]。
当给定齿坯设计参数时即建立如从齿面某点位置到节锥顶点的锥距L和节锥角δ和轴线方向后每个齿面网格化的节点坐标可以由下面的公式计算出来:

3 高阶加工参数反调修正
3.1 含误差的真实齿面
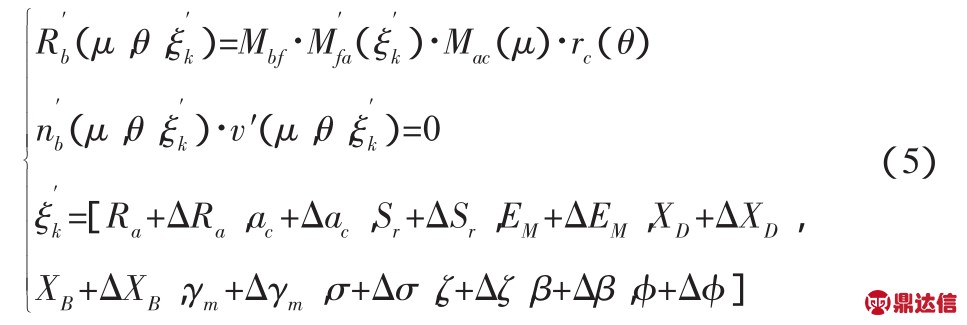
实际上由于各种误差源的存在在实际制造过程中的齿面一定会偏离理论设计的目标齿面。在齿面方程的推导中它表明了齿面点矢是有关加工参数的函数。在任意一点的误差可以看成是其位矢的微分增量函数向其法矢位置投影所成的像。假设含增量的加工参数为![]() 其所得到的含误差的齿面则会偏离预设的理论值。由此含误差的真实齿面可参数化表示为:
其所得到的含误差的齿面则会偏离预设的理论值。由此含误差的真实齿面可参数化表示为:
在反调修正过程中真实的齿面误差只可以通过三坐标测量CMM测量所得。在如图2所示的测量中一般采取(5×9)的齿面离散化模式即齿高方向(TH)取5个点i=5即齿宽方向(FW)取9个点j=9,则所测得数值结果可表示为:
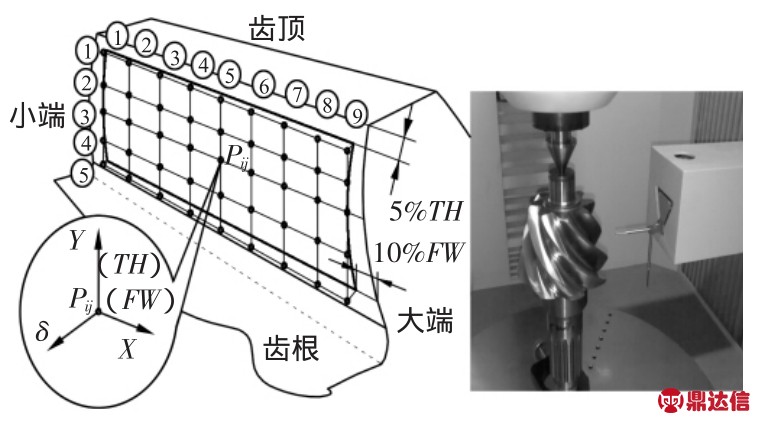
图2 齿面CMM测量
Fig.2 Tooth Measurement on a CMM
3.2 误差敏感性及通用加工参数反调修正
在文献[15]提出任意点的误差是加工参数微小改变量的叠加所致。它在理论齿面法向的投影称成为法向误差用ease-off表示:
通过依次输入与理论设计值对应的测量点坐标信息齿面形状误差δ即ease-off可求解出来由这些点就可以拟合成ease-off齿面。
另外为了表明每一加工参数变量对ease-off齿面的反应一个造型处理过程用来预测齿面误差敏感性。所以齿面ease-off变化可以由ξk变量所对应的网格节点确定如下公式所示[13]:
则利用齐次坐标变换整个齿面点的在测量位置的法向误差可形成一个矩阵即敏感性矩阵为:
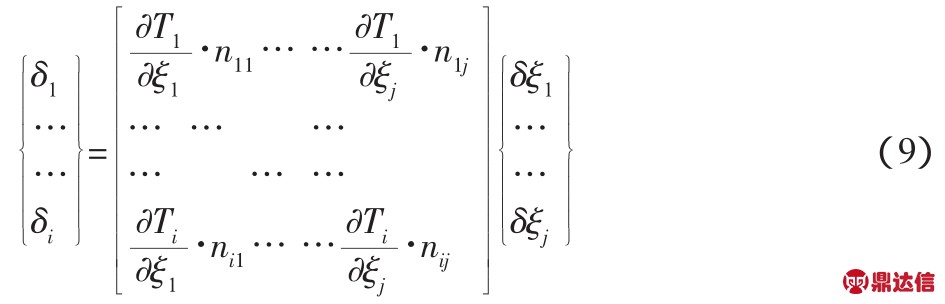
或:
式中:Sij—某齿面点Tp基于加工参数ξk的反调量的敏感系数矩阵。这能表明增量δξ对有上述方程和测量所得齿面误差ease-off的影响。
然而方程(10)是超定非线性方程其具有很强的病态获得其稳定的解十分困难。现今提出的先进解法主要归纳为:一步求解法迭代法步长可控的迭代法[9]。在该文中考虑到求解的鲁棒性步长可控的迭代法被利用来求解加工参数的反调量。所以基于置信域策略的L-M算法被采用其详细步骤可参考文献[3]。首先利用泰勒二阶展开式将方程(9)可以简化为:
由于L-M算法属于置信域法范畴则最终的求解转化为信赖域子问题可表示为:
上式中目标函数的二次逼近函数fk(δξ)被限制在半径ΔK的球形置信域内以完成每一步的精确高效迭代。此处fk能被信赖
为足够精确表示f。则优化的目标函数(11)可以表示为:
式中:d=ξ-ξk—迭代步长则问题(12)的解可以表示为:
式中:gk—梯度矢量;
Gk—目标函数在ξk处的Hessian矩阵;
μk≥0—阻尼系数;
I—单位矩阵。
算法中我们对阻尼系数μk做了改进以确定其精确高效计算:

现在在式(11)中二次逼近函数fk(δξ)被限制在置信域内这里置信域半径Δk值取为20,λk为迭代过程中▽fk和δξ的比值。终上所述所改进的求解加工参数反调修正量的算法的伪代码为:
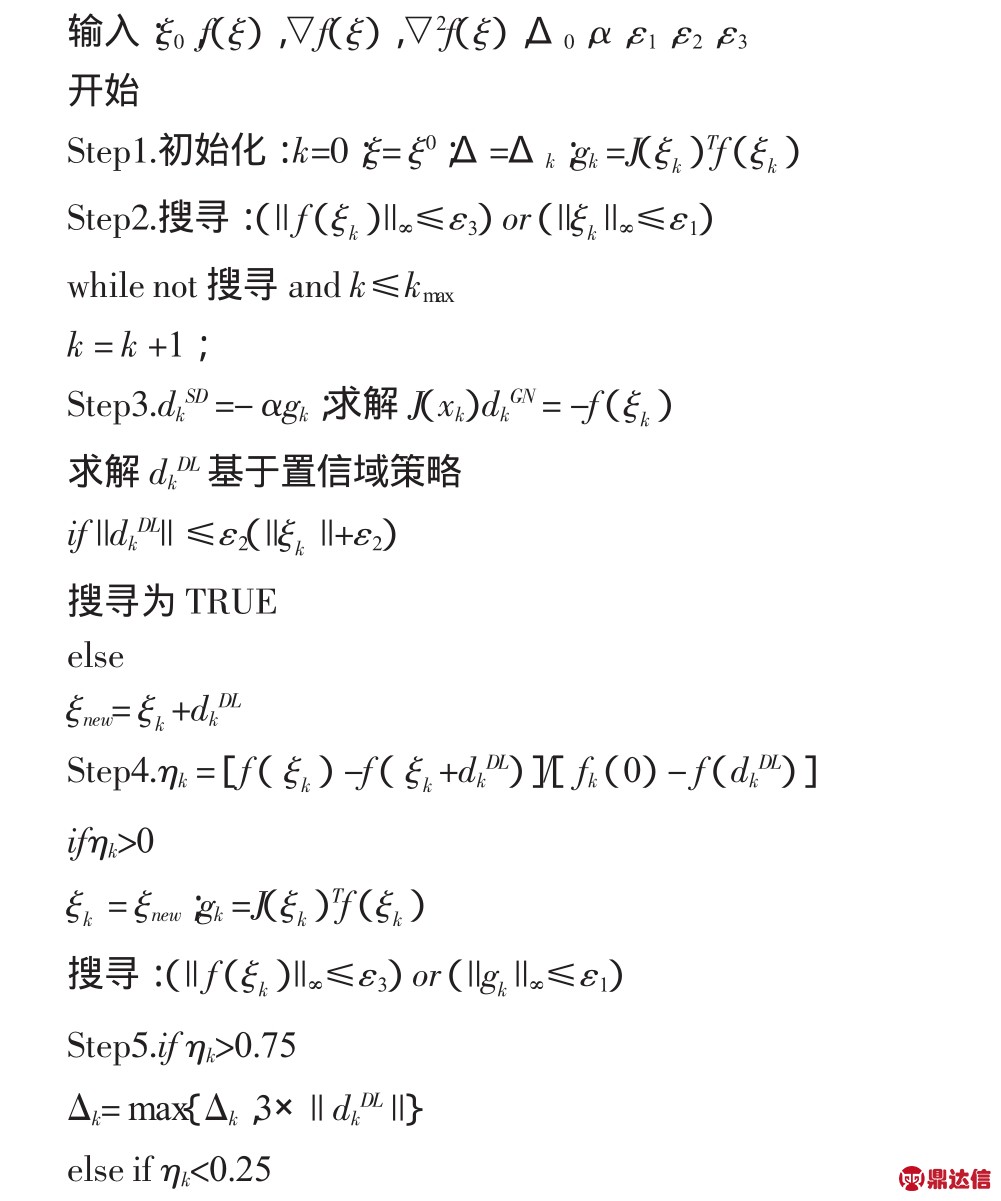
关于其终止条件的讨论在文献[3]中已经给出此处不再赘述。另外ε1=ε2=10-6,ε3=10-10及kMAX=100而相关的系数α=-||gk||2/ ||Sk·gk||2。
3.3 高阶加工参数反调修正
3.3.1 最优加工参数反调
由于加工参数太多而且加工参数之间存在耦合作用严重增加方程的非线性和病态性严重影响求解的稳定性提出了少量参数的最优加工参数反调方法。其中基于敏感性分析法通过所有加工参数的敏感系数计算挑选影响最大的参数进行反调修正。一般而言反调加工参数不要多于三个。基于反调后的加工参数就可求解出对应的ease-off齿面。目前有两条途径来验证ease-off齿面误差:进行多次实际加工和测量进行ease-off齿面的仿真计算。很显然考虑效率和成本后者是我们主要采用的验证方法。
3.3.2 ease-off齿面修正
为了更高的齿面精度一个多项函数拟合法被用来表达反调后的ease-off齿面。参照通用加工参数的阶次δ*被高阶多项式函数表示成对CMM所测得初始ease-off曲面的叠加补偿如下所示:
对于式中函数一般可以归为最小二乘法进行近似逼近[13]。很显然最终目标是通过加工参数的来实现ease-off最小化。在曲面(16)中c=[c0,c1,c2…]能表示特定的几何误差意义如系数c0表示了沿法向方法的螺旋角和压力角的位置偏差此处作为测量基准可取为0;一阶系数c1和c2表示了齿面的倾斜度;二阶系数c3,c4和c5表示了齿廓误差、扭曲程度和纵向曲率等。
该文中最终反求所得的齿面点可以利用多项式插值拟合的方法在MATLAB中通过程序实现。
4 算例
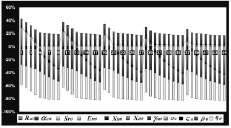
给出了小轮齿坯基本设计参数基于所用的带置信域策略的L-M算法求解了一阶通用加工参数的反调修正量,如表1、表2所示。其中,三坐标测量仪Sigma7CMM被用来测量端面铣削小轮的真实齿面误差。由表可知相应的参数q0,Ra0,γm0和β0具有很大的调整量。然后分别求解了对应的一阶通用加工参数的敏感系数由图3可以看出诸如q0,Ra0和β0有明显的变化量比较求解的反调量二者具有较为相似的一致性可供选择为反调修正对象。如图4所示利用多项式插值拟合方法得到了对参数q0,Ra0和β0进行反调修正之后的ease-off值。在齿轮凹面其误差范围为(0.59723~-0.67339)μm;在齿轮凸面误差范围为(0.13147~-0.16221)μm;与文献[15-16]所得到的数据结果作比较发现方法所得精度更好。为了获得更好的齿面精度图5给出了高阶反调之后的齿轮凸面ease-off二阶误差范围为(8.74~3.68)μm;三阶误差范围为(3.32~1.38)μm。另外为了更精确的表示出修正后的ease-off齿面表3改变某一项加工参数后所对应的高阶运动系数和齿面系数。而图6则给出了反调修正具有5阶运动系数的通用加工参数q之后的多项式拟合的齿面ease-off值。其中在凹面最小误差达到了-4.63μm最大误差为-0.334μm;在凸面最小误差达到了-5.86μm最大误差为1.217μm。
表1 小轮基本参数和一阶反调参数
Tab.1 Pinion Basic Parameters and 1st-Order Modified Settings
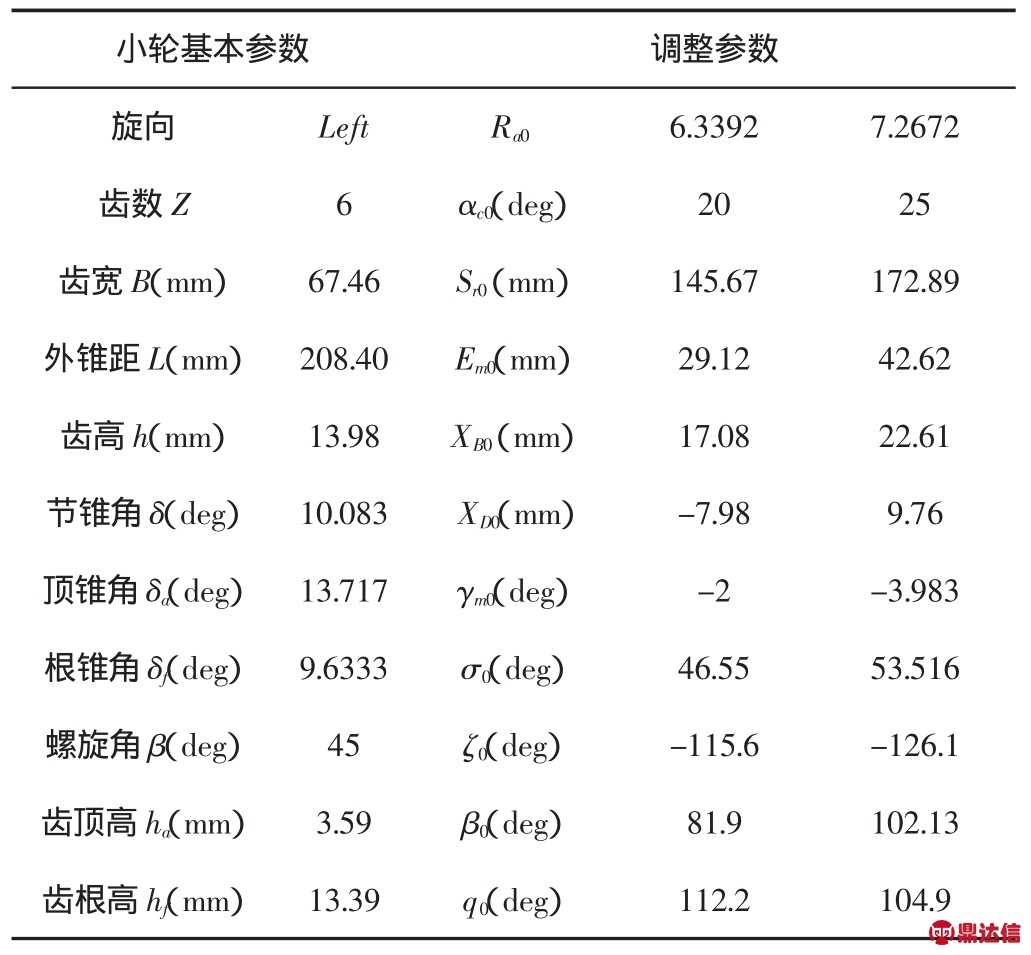
表2 一阶调整参数及其反调量
Tab.2 1st-Order Modified Settings and Variations

由以上数据综合比较可得基于UGM的高阶运动参数用来进行齿面ease-off的反调修正很够达到明显的提高齿面精度的效果。而且提供的算法求解具有较好的鲁棒性和实用性。
图3 一阶通用加工参数的敏感性
Fig.3 Sensitivity of 1th-Order Universal Machine Settings
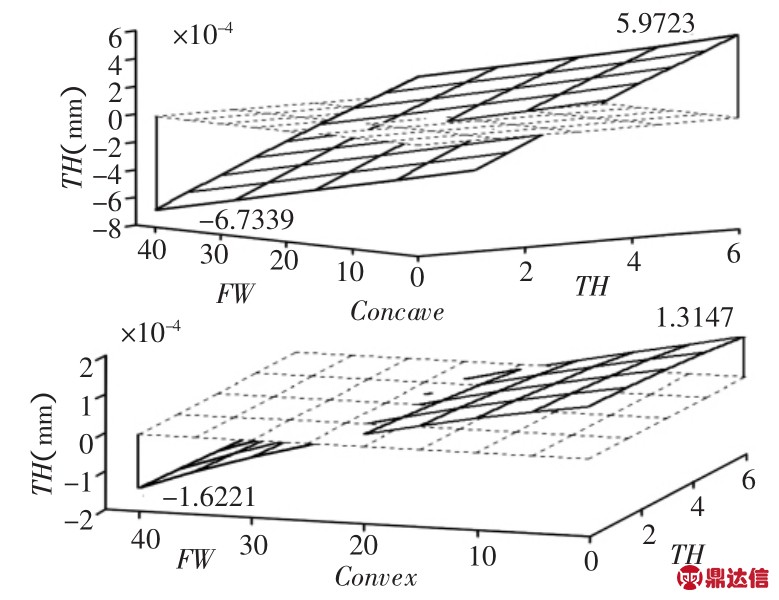
图4 q0,Ra0,β0反调修正后的ease-off
Fig.4 Ease-off After q0,Ra0,β0Modifications
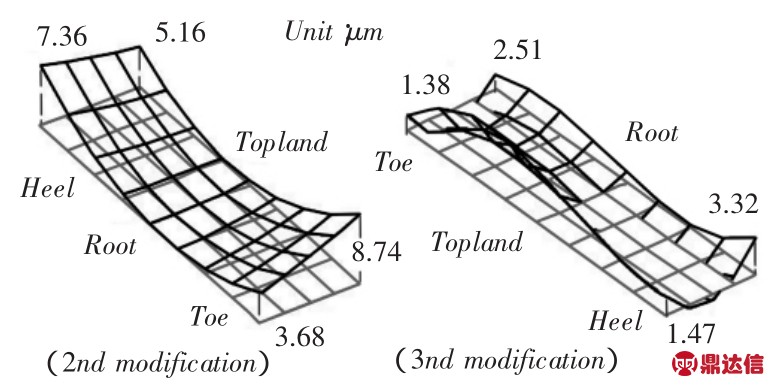
图5 二阶和三阶反调修正之后的ease-off
Fig.5 Ease-off After the 2nd-order and 3rd-order Tooth Flank Error Correction
表3 基本参数q的高阶系数和对应的ease-off齿面系数
Tab.3 Higher-Order Coefficients of the Basic Setting q and Corresponding Ease-off Surface

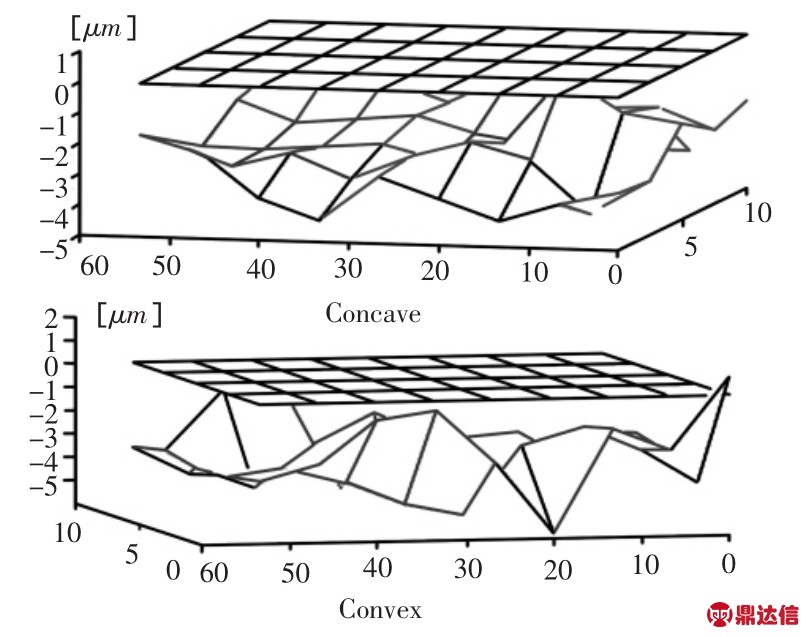
图6 反调修正高阶参数q之后的ease-off
Fig.6 Ease-off After Modification for the Higher-Order Machine Setting q
5 结论
探究了基于通用加工参数的螺旋锥齿轮高阶反调修正方法既考虑了反调量求解的稳定性也给出了修正ease-off齿面的表示方法为各种齿制的各种方法的齿轮加工的设计与制造提供了理论支撑同时提高了反调修正的精度和效率。通过的精确反调量求解和修正后高阶齿面误差能够达到μm量级足见高阶反调修正技术的精确性能有效提供后续的TCA研究的数据及结构模型。另外所提供的L-M算法和多项式插值拟合可以为齿面的高性能复杂设计提供基础。


