
摘要:随着我国船舶、矿业、电力等领域的发展,对大规格弧齿锥齿轮的需求迅速增长。针对弧齿锥齿轮的传统制齿技术和小直径刀具数控加工方法,综述了近年来大规格弧齿锥齿轮切齿技术的研究进展和现状,分别指出了弧齿锥齿轮的传统制齿技术对于加工大规格齿轮的严重弊端以及采用小直径指状刀具多轴数控包络大规格齿轮齿面的明显缺点,认为较小直径盘状刀具数控包络技术更适合大规格弧齿锥齿轮的结构特点,同时要研究刀具和齿轮结构的干涉避免方法。
关键词:大规格弧齿锥齿轮;专用盘铣刀;小直径刀具
0 引言
随着我国石油、矿山、冶金、船舶、煤炭、电力等行业主机设备日趋大型化、高精度化,对直径在800mm以上的高精度硬齿面弧齿锥齿轮的需求量越来越大。由于弧齿锥齿轮齿面拓扑结构的复杂性,传统的弧齿锥齿轮加工技术必须采用专用型盘状铣刀在专用的机械式或数控型弧齿锥齿轮加工机床上进行齿面展成。由于加工原理的限制,这种传统的切齿理论要求专用盘铣刀的直径与被加工齿轮直径基本相当,从而导致采用传统展成理论在加工大规格弧齿锥齿轮时会遭遇严重的问题:刀具和机床制造困难,加工费用昂贵。
随着自由曲面数控加工技术的发展,开始了采用小直径刀具加工大型弧齿锥齿轮的研究,主要采用的刀具包括球头铣刀、圆柱和圆锥侧铣刀等小直径指状刀具,以及小直径盘铣刀。这种加工方法采用的刀具尺寸小、结构简单,而且避免采用专用型高刚性齿轮加工机床,具有更好的通用性,能够充分发挥数控机床的加工能力。然而球头铣刀包络齿面加工效率较低,而侧铣刀则很容易导致切削颤振,小直径盘铣刀包络齿面可以较好的解决球头铣刀和指状侧铣刀的问题,但要求研究者兼有齿轮理论、包络技术和加工干涉处理的能力。
本文回顾了近年来大规格弧齿锥齿轮加工方法的研究进展,在分析和总结各种方法优缺点的基础上,指出了当前研究的不足和发展方向。
1 传统加工方法
传统的弧齿锥齿轮加工采用专用盘形铣刀在铣齿机上进行,加工原理如图1所示,由机床的摇台机构模拟一个假想的齿轮,安装在机床摇台上的刀盘切削面是假想齿轮的一个轮齿。当被切齿轮与假想齿轮以一定的传动比绕各自的轴线旋转时,刀盘就会在工件轮坯上切出一个齿槽。齿轮的切削过程就像一对齿轮的啮合过程一样,刀盘切削面与被加工的轮齿曲面完全共轭[1-2]。
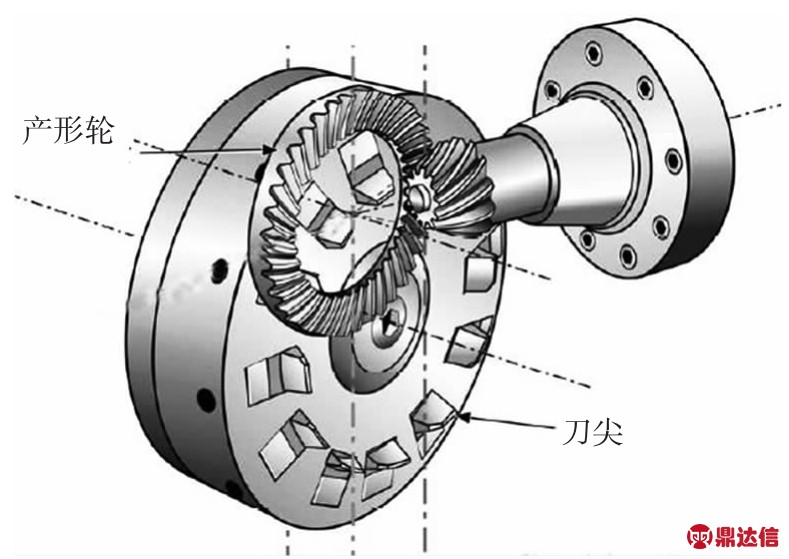
图1 弧齿锥齿轮展成原理
Gleason公司早期基于“局部共轭原理”而发展并逐步完善的切齿技术[3-4],齿轮巨匠Litvin教授提出的局部综合法[5-6],以及西安交通大学王小椿教授提出的三阶接触分析理论[7-9],都是应用于采用专用盘铣刀在机械式带摇台的切齿机床加工弧齿锥齿轮的理论和方法。
随着数控技术的日益普及,数控技术在螺旋锥齿轮加工机床上也得到了应用。以Gleason公司推出的Phoenix系列和Oerlikon公司推出C系列为代表的CNC锥齿轮加工机床(Free-form机床),开创了锥齿轮加工的新纪元,同时也给锥齿轮设计加工的理论研究提出了许多新的课题。国内外学者就利用Free-Form型机床生产高质量齿轮副进行了深入研究。Litvin教授[10]通过等效转换,将传统摇台机床切齿时刀盘与被加工齿轮的相对位置和运动关系在Free-Form型机床上再现出来。王小椿等[11]从空间运动学的角度分析了刀倾型机床调整参数转换Free-Form型机床调整参数的原理,并给出了显式表达的转换公式。
但是,这些基于Free-form机床的技术并没有改变产形轮啮合展成被加工齿轮齿面的本质,只是将摇台型机床上刀具和轮坯的相对运动关系在数控机床上的再现,使用的刀具没有改变,仍是专用型盘铣刀。
在弧齿锥齿轮的展成加工工艺中,专用盘铣刀直径与轮坯几何参数密切相关,如式(1)所示:
换句话说,刀具直径等于或略小于齿轮外锥距[12]。按照弧齿锥齿轮的传统加工技术,大直径弧齿锥齿轮的加工必须采用高刚性机床驱动大直径专用盘铣刀展成齿面,如图2所示。因此,率先在国外出现了能够进行大规格延伸外摆线弧齿锥齿轮加工的专用机床。Klingelnberg公司生产的AKM1602型摆线式螺旋锥齿轮铣齿机床,可加工的最大工件直径为2000mm,最大模数为35mm,可进行硬齿面刮削,我国进口的大规格螺旋锥齿轮大部分为该机床加工,然而,近年来,Klingelnberg公司为了保持垄断和获取高额利润,不对外出售这种机床,只为客户加工齿轮。2010年,Klingelnberg-Oerlikon推出了数控螺旋锥齿轮加工中心CZ160,可加工的最大工件直径为1600mm,最大法向模数为25mm。No.675铣齿机是Gleason公司研制的最大规格的圆弧齿锥齿轮铣齿机,最大加工工件直径为2540mm,但是这种规格的机床总共制造了四台。国内也逐步开始了大规格螺旋锥齿轮加工机床的设计与制造。天津第一机床总厂开发研制了大型数控螺旋锥齿轮铣齿机YK22160,可加工的最大工件直径为1600mm、最大模数为30mm。湖南中大创远公司开发制造的大型数控螺旋锥齿轮铣齿机YK22300,可加工的最大工件直径达3000mm、最大模数为80mm。大规格弧齿锥齿轮加工装备及其加工技术的研究,国内与国外仍有很大的差距。

图2 C300螺旋锥齿轮齿轮加工机床
这种采用专用盘铣刀展成加工弧齿锥齿轮的技术经过多年的发展,对于加工1m直径以下的弧齿锥齿轮具有无可替代的优势,刀具直径大,加工质量和效率都有保证,一直都有人研究[13]。然而,由于这种制齿工艺建立了轮坯外锥距和刀具直径之间的强制性联系,要求专用盘铣刀的直径和被加工齿轮直径基本相当,这导致了大规格弧齿锥齿轮的加工存在严重问题:大直径专用盘铣刀(大直径筒形砂轮)制造困难,机床主轴受力恶劣,加工质量难以保证,而且磨齿用大于1 m直径的筒形砂轮也很危险。
2 小直径刀具数控加工弧齿锥齿轮
随着自由曲面数控加工技术的发展,开始了采用通用刀具数控加工弧齿锥齿轮的尝试。然而尽管自由曲面数控加工和干涉处理已经累积了大量成果,但是由于弧齿锥齿轮的齿面拓扑结构复杂,而且一个齿槽的两侧齿面相对分布,二者之间的距离很小且变化规律复杂,故采用的主要刀具形式是小直径的指状铣刀,其刀位计算比较简单,而且容易避免加工干涉。韩国浦项大学的S.H.Suh等基于自由曲面加工的方法进行了采用球头铣刀数控铣削弧齿锥齿轮的研究,并通过实验加工和齿面测量证明了该加工方法的可行性[14]。日本新潟大学的K.Kawasaki等也介绍了采用球头铣刀加工大尺寸延伸外摆线弧齿锥齿轮的方法[15-16]。北京交通大学凌文峰博士在其学位论文中详细介绍了采用球头铣刀加工弧齿锥齿轮的方法,通过对两对弧齿锥齿轮的实验切削证明,与采用专用盘铣刀加工相比,刀具费用低而且加工精度高[17]。河南科技大学的邓效忠教授等提出了采用锥状指形铣刀展成加工弧齿锥齿轮的方法,在通用数控机床上以指形铣刀再现了专用盘铣刀展成齿面的有效运动[18-19],如图3所示。
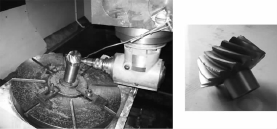
图3 指状铣刀加工弧齿锥齿轮小轮
这种采用指状刀具数控加工弧齿锥齿轮的方法的优点是采用小型通用数控机床,通过数控轴的联动,控制小直径刀具的运动实现大规格齿轮齿面的包络加工。然而,这种加工的缺点也非常明显:球头铣刀由于切削面的法矢自适应性,无法避免切削带宽小、加工次数多的问题;圆柱刀或圆锥刀的侧铣加工对刀具、机床和工件系统的刚度要求很高,很容易出现切削颤振。而且,由于刀具的磨损,在加工过程中必须换刀,使加工出的每个齿都有所差异。
采用平底端铣刀五坐标数控加工自由曲面具有加工效率高、刀具寿命长等独特优点,成为了近年来五坐标加工的研究热点,比较典型的方法包括Struz法[20]、密切曲率法[21-23]和多点法[24-25]等。
采用五轴联动数控机床控制端铣刀的运动包络弧齿锥齿轮齿面能够很好的解决指状铣刀切削带宽小、切削次数多和加工效率低的问题,具有良好的发展前景。德国Heller机床公司在2010年的齿轮年会上,展示了采用半标准盘形铣刀数控加工大型弧齿锥齿轮的技术,和以往所有加工方法相比,具有加工时间短、效率高和加工成本低等一系列优点,被称为突破性的锥齿轮加工技术,但对于其加工原理,却未有任何报道。2011年,陕西秦川机床厂也推出了采用指状砂轮或小直径盘状砂轮加工大型弧齿锥齿轮的QMK009数控圆弧锥齿轮磨齿机,获得了业内的广泛好评[26]。但对于小直径盘铣刀数控加工大型弧齿锥齿轮的原理,亦未有任何报道。邓效忠教授等提出了采用底部内凹型盘铣刀在通用五轴联动机床上加工弧齿锥齿轮的方法,通过改变两个刀具姿态角的次序,合理计算侧倾角避免刀尖过切齿底,充分利用前倾角实现较大的切削带宽,可以实现弧齿锥齿轮的无干涉、高效率端铣加工[27-29],加工仿真如图4所示。
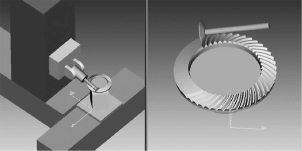
图4 小直径盘铣刀加工弧齿锥齿轮仿真
3 结论
回顾了近年来大规格弧齿锥齿轮加工方法的研究进展,存在的不足及发展方向归纳如下。
(1)传统的展成加工方法对于加工大直径弧齿锥齿轮存在严重问题。由于传统的弧齿锥齿轮加工理论中建立了轮坯直径和刀盘直径的强制关系,大直径弧齿锥齿轮的加工必须采用高刚性螺旋锥齿轮机床驱动大直径刀盘展成齿面,从而导致加工效率低、生产周期长和加工成本高等问题。
(2)小直径刀具数控包络齿面的方法是大规格弧齿锥齿轮加工的发展方向。这种方法抛弃了刀具直径和齿轮直径的关联,刀具大小只取决于齿槽的尺寸,刀具直径小,要求的机床刚度低,而且采用小直径端铣刀包络齿面的加工效率较高,刀具的耐用度可以满足大规格齿轮多个齿面一致加工的要求,因此应该继续研究齿面的端铣加工理论以及加工中的干涉处理方法。


