
摘要:圆柱齿轮里端内锥孔长度测量始点难以定位,测量困难.基于里端内锥孔的结构特征,采用组合式长度测量装置进行测量.组合式长度测量装置由定位塞杆和测量塞杆组成,定位塞杆的外锥面抵在被测圆柱齿轮里端内锥孔的过渡位置,定位好里端内锥孔长度的测量始点;测量塞杆从被测圆柱齿轮的内锥孔的另端插入并与定位塞杆的平面配合,测量塞杆上的千分表测头抵在被测内锥孔的端点.为了实现长度测量装置的高精度配合,提出了测量塞杆和定位塞杆的配合接触面均设计为平面形状.依据平行几何关系,即可计算得到内锥长度测量始点至配合面的长度,再由测量塞杆通过千分表测量配合面至长度测量终点长度,从而测得圆柱齿轮里端内锥孔长度.工程应用表明,该装置方法巧妙,装置结构简单,测量精度达1微米.
关键词:里端内锥孔;圆柱孔;长度;测量装置
带花键的齿轮作为一种基础传动零件,在机械调速齿轮箱中广泛使用,有时为了保证装配精度及稳定传动的需要,齿轮花键孔的里端要求加工有一定锥度,且里端内锥孔的长度还有严格的尺寸公差要求.图1为某一带里端内锥孔的花键齿轮结构示意图,该里端内锥孔的端口为锥形,内锥测量始点为A点,里端带内锥孔长度LC有公差要求.但是,目前在测量LC时,现有测量装置难以定位里端内锥长度的测量始点A,使里端内锥孔的圆柱孔长度难以测量.
目前,里端内锥孔长度测量装置的工程应用方法主要有离线剖切法[1]、量具测量法[2]、光学测量法[3-4].离线剖切法耗时、耗力;量具测量法由于存在测量定位误差和较大的测量传递误差,测量结果不准确;光学测量法借助激光技术,测量精度高,但是成本高、效率低[5].由于上述原因,目前实际工程中的测量方法还是难以实现高精度和高效率测量.
文献[6]中提出一种里端内锥孔长度测量装置,该测量装置测量效率虽高,但测量容易发生由于结构不对称而出现晃动现象,以及测量装置存在传递误差和测量尺寸校准效率低,从而导致测量结果不精准.为此,笔者提出一种结构改进后的圆柱齿轮里端内锥孔组合式长度测量装置.该组合式长度测量装置由定位塞杆和测量塞杆组成,定位塞杆的外锥面抵在被测圆柱齿轮里端内锥孔的过渡位置,实现长度测量定位;测量塞杆从被测圆柱齿轮的内锥孔的另端插入,与定位塞杆平面配合,定位塞杆和测量塞杆均为轴对称结构,从而实现测量尺寸平稳传递,再根据千分表的计数,测量出圆柱齿轮里端内锥孔的长度.

图1 带里端内锥孔的花键齿轮
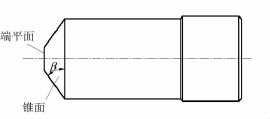
图2 测量装置的定位塞杆
1 测量装置结构
测量装置的定位塞杆的结构如图2所示.定位塞杆的一端呈圆台形,端平面为一圆平面,侧面为圆锥面,锥角β大于图1所示被测齿轮花键孔内锥面的锥角α,即β>α.由于该测量塞杆的锥角大于零件的锥角,这样定位塞杆的外锥面能抵在被测圆柱齿轮里端内锥孔,实现通过测量塞杆锥面抵住被测齿轮长度测量始点,从而实现测量的准确定位.
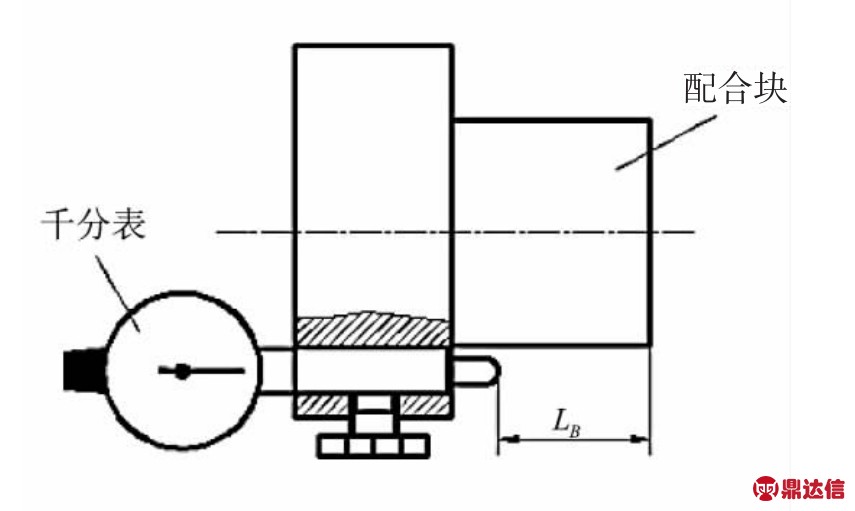
图3测量装置的测量塞杆
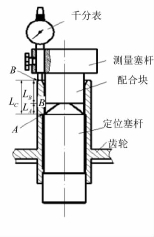
图4 测量装置工作状态示意图
测量装置的测量塞杆结构示于3中.测量塞杆的一端部设有圆柱形的配合块,其端面上设有与定位塞杆端平面相配的圆平面,即定位塞杆与测量塞杆的配合块的配合方式采用平面配合紧密接触.采用平面接触传递,接触面积区域大,因而定位塞杆与测量塞杆能实现精确配合,提高测量的效率和准确性.测量装置的定位塞杆和测量塞杆均为轴对称的结构,测量时不会产生晃动而影响测量精度,避免了操作晃动或其它不精密操作误差的影响.根据几何关系,配合块的外端面为平面,即可测量塞杆千分表的测头顶点与定位塞杆端平面.
实际测量前,将测量塞杆置于水平实验台上,利用量块精确测量千分表表针头至配合块外端平面的距离.实际测量时,虽然测量塞杆的定位塞杆的端平面有一定的表面平整度,但在加工精度保证情况下,实际表面平整度误差尺寸足够小.因此实际可认为测量塞杆的端平面将与定位塞杆的端平面的两者完全贴合,即认为测量塞杆与定位塞杆在端平面处完全重合.由此,便能实现齿轮里端内锥孔长度从定位塞杆传递至测量塞杆上.测量塞杆上还设置有千分表,千分表在测量时与圆柱齿轮的端面接触,即抵在被测圆柱齿轮里端内锥孔长度的端点.
测量装置的工作状态如图4所示.测量装置的定位塞杆从被测圆柱齿轮的底端插入,定位塞杆的锥面抵住被测齿轮的内锥顶点A,即长度测量始点位置,测量始点A至定位塞杆端平面的距离LA为固定值.测量塞杆从被测圆柱齿轮的内锥孔的另端插入并与定位塞杆的平面配合,测量塞杆上的千分表测头抵在被测内锥孔的端点B,即长度测量终点位置,定位塞杆和测量塞杆的重合配合平面至测量终点B的距离LB可根据千分表指示计算得知,因此被测零件的长度值LC为测量始点A至配合平面距离LA和配合平面至测量终点B的距离LB之和,即LC=LB+LA.
2 装置测量原理
测量原理如图5所示.测量时,由于定位塞杆的锥角β大于里端带内锥孔的花键齿轮的锥角α,定位塞杆的锥面抵住被测齿轮的内锥顶点A.此时,定位塞杆的安装关系如图6所示,测量始点A为测量塞杆的锥面与花键齿轮圆柱孔的圆柱面的交点,由于测量始点A为花键齿轮圆柱面上点,因此根据三角计算关系,可求得测量始点A至定位塞杆端面的距离为LA计算式
式中:D1—花键孔内径;d1—定位塞杆端平面的直径.
在安装完成定位塞杆后,将测量塞杆从另一端放入,如图5所示.此时,在重力作用下,测量塞杆与定位塞杆在端平面处完全贴合,实现将花键孔长度的测量始端经定位塞杆传递至测量塞杆上.由于测量前千分表针头至配合平面的距离为已知,再根据千分表指示,可得到端平面至千分表针头的距离LB,最后可求得测量始点A至测量终点B的距离,即里端内锥孔的长度LC.
批量测定某型号零件时,首先需对测量装置进行标定工作,即标定定位塞杆的测量始点到千分表测头端点的距离LC.为此,第一步需计算测量始点至端平面的距离LA,由于针对是某一确定型号花键孔,则其花键圆柱孔内径D1、定位塞杆直径d1以及锥角β基本尺寸确定且为一恒定不变值,根据式(1)求得LA的基本尺寸;第二步需利用量块标定端平面至千分表针头的距离LE.考虑千分表的使用特性和必须有一定的读数余量,测量装置在进行测量时,必须预留一定的压缩量LD,则标定端平面至千分表针头的距离LE的表达式为
式中,LE为千分表在无压缩时至配合面的距离(即标定值),压缩量LD必须保证被测零件的内锥孔长度处于公差范围内,千分表均会产生有效偏转,从而实现千分表有效测量.
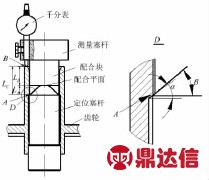
图5 测量原理图
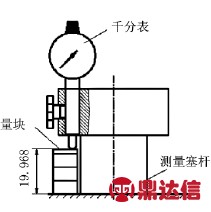
图6 定位塞杆装配示意图
将式(2)代入式(1),千分表完全释放时至标定平面距离LE的基本尺寸计算式为
式中,LB—标定尺寸值;LC—被测圆柱齿轮内锥孔长度的基本尺寸;LA—某测量零件始点至端平面恒定长度值;LD—考虑测量范围的压缩量.
测量装置标定完成后,将千分表压缩一定值,再旋转千分表表盘,使千分表零刻度线对准千分表指针,即完成整个测量装置的调节工作.然后将被测零件装配到测量装置上,根据千分表的偏转读数LF,即可测量内锥孔长度 L′C为:
式中:L′C—被测齿轮的里端内锥孔的实际值;LC—被测零件长度的基本尺寸;LF—千分表的读数;δ表示配合公差.
3 工程实例
3.1 零件尺寸
某公司生产的花键齿轮的零件图如图7所示.其中,花键孔小径直径为 花键齿轮的里端内锥孔的放大图如图7(c)所示,其测量始点为里端内锥结构,其长度值为
花键齿轮的里端内锥孔的放大图如图7(c)所示,其测量始点为里端内锥结构,其长度值为 即花键孔长度LC合格尺寸在(27.990~28.194)mm 范围内.
即花键孔长度LC合格尺寸在(27.990~28.194)mm 范围内.
3.2 测量装置尺寸确定
测量装置必须与被测齿轮配合精确,减少径向和轴向窜动[7].为此,如图8所示,测量塞杆直径基本尺寸与花键孔的配合尺寸为 ;定位塞杆与花键孔的配合尺寸为
;定位塞杆与花键孔的配合尺寸为 测量装置的定位塞杆的锥角β设为40°,大于图7(c)被测量零件的锥角35°,实现定位塞杆的精确定位.
测量装置的定位塞杆的锥角β设为40°,大于图7(c)被测量零件的锥角35°,实现定位塞杆的精确定位.
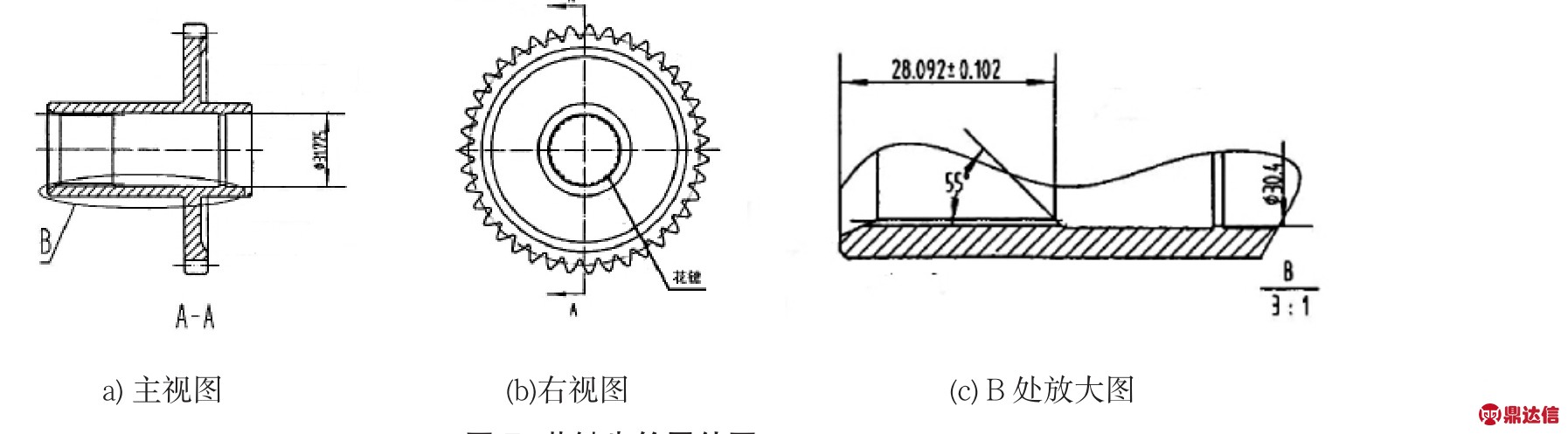
图7 花键齿轮零件图
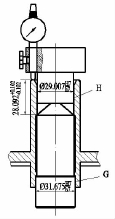
图8 测量装置与被测零件的配合尺寸
图9 测量塞杆的标定示意图
3.3 测量装置参数设定
测量开始前,首先需进行标定工作,测量塞杆的标定方式如图9所示.花键齿轮的花键孔长度基本尺寸28.092 mm,花键孔的小径直径基本尺寸为29.007 mm,设定定位塞杆端面直径d1为10 mm,锥角β为40°,根据式(1),计算得测量始点至配合面的距离为LA为7.974 mm.为了保证测量装置在被测长度上下偏差值为102 μm的范围内仍能满足测量需求,另外设定48 μm的余量,以便于读数.即在标定时过程中千分表预设150 μm的压缩量.由此,根据测量的花键孔长度基本尺寸为28.092 mm,即可由式(2)计算标定值为19.968 mm.
标定工作完成后,压缩千分表的压缩值为150μm,然后,旋转千分表表盘旋转,使表盘零位对准千分表指针.
完成整个测量装置的调节工作后,将被测零件装配到测量装置上,根据千分表的偏转量,便能直接得出花键孔的长度值.若千分表指针顺时针或逆时针偏转在格数小于102小格,即尺寸变化0.102 mm以内,则判定为合格产品;反之,为不合格产品.
在实际测试工作时,由于配合公差、定位塞杆及测量塞杆等制造公差影响,导致被测零件测量值存在误差.因此,实际应用中会考虑这些因素,将采用更为严格的判断标准.如千分表的偏转格数为80小格作为判断产品合格的标准.
上述测量过程由于测量装置为轴对称结构,测量过程十分简便,同时测量装置采用平面传递尺寸,测量结果准确,实用性强.
4 结论
工程应用表明,该组合式长度测量装置能实现里端内锥孔长度测量.组合式长度测量装置通过定位塞杆的锥面能实现测量长度定位,测量塞杆与定位塞杆利用平面传递测量尺寸,减少传递误差,同时,测量装置完全采用轴对称结构,测量过程简便且误差少,该装置结构简单,方法巧妙,成本低廉,能很好满足工程实际需要.同时为实现测量里端设为各种过渡形状的内孔长度提供很好借鉴.


