
摘 要:目的 克服65Mn高弹性垫片电镀锌产生的氢脆问题。方法 采用机械镀锌方法在65Mn高弹性垫片表面制备了镀锌层,采用目测法观察镀层的外观及镀层完整情况,采用硫酸铜试验分析镀层厚度的均匀性,采用划格试验法测试镀层的结合强度,采用铁试剂方法检测镀层的孔隙率,通过预紧固检测分析了镀液pH值对镀后垫片氢脆的影响,采用中性盐雾实验法检测了钝化对镀层耐蚀性能的影响。结果 制备的机械镀锌层表面平滑,覆盖完整,无起皮、漏镀等缺陷。镀层呈灰亮色,厚度均匀,具有足够的致密度。当镀液环境的pH值较低时(1~2和2~3),施镀过程造成一定程度的氢脆隐患;镀液环境的pH值为3~4时,机械镀锌垫片不会发生裂纹或断裂。结论 施镀时,镀液环境的pH值调整为3~4,或垫片在镀锌后装配前自然放置1~2周,采用机械镀锌的方法可消除65Mn高弹性垫片镀锌过程中的氢脆现象。钝化处理可推迟或防止65Mn高弹性垫片机械镀锌层白锈的产生。
关键词:弹性垫片;机械镀锌;机械镀;65Mn;氢脆;镀锌
65Mn垫片为高弹性垫片,其性能要求高弹性、表面镀锌防护,后续处理工艺不能影响材质的初始弹性,尤其是施镀过程不能产生氢脆。而氢脆是电镀锌过程不可避免的现象[1],即使后续延长除氢时间,仍难以保证产品性能的稳定性。机械镀锌是室温下在发生物理、化学吸附的同时,借助于冲击介质的机械载荷冲击,使金属锌粉在工件表面形成金属锌镀层的一种表面处理工艺[2-5]。典型的机械镀锌工艺是将经过脱脂除油、除锈等预处理的工件加入到机械转动的镀筒内,然后向镀筒内加入水和玻璃珠冲击介质,旋转的镀筒产生一个具有碰撞和搓碾作用的流态环境。根据预定的镀层厚度计算并加入一定量的金属锌粉和化学添加剂,在机械冲击和液体介质的耦合作用下于工件表面形成镀层[6]。机械镀锌的形层过程不依靠金属离子的还原沉积成层,不产生电解效应[7],故施镀过程不产生电沉积析氢,适合于高弹性、高强度五金件的镀锌防腐。如何明奕采用机械镀锌技术在水泥射钉表面制备了镀锌层[8],成功避免了射钉的电镀氢脆。丁金城在建筑用 8.8级以上高强度螺栓表面处理时采用机械镀锌技术,避免了电镀锌的氢脆和热浸镀锌的退火软化[9]。65Mn垫片因尺寸较小,厚度较薄,弹性要求较高,故本文尝试在传统机械镀锌工艺的基础上设置不同前处理工序,调整并控制镀液环境,在垫片表面制备了机械镀锌层,并分析了镀层的物化性能。
1 试样制备及试验方法
1.1 试样制备
试样基材采用材质 65Mn的圆垫片,外径尺寸为12 mm,内径尺寸为6 mm,厚度为0.5 mm。每次施镀质量为5 kg(约16 500个),待镀垫片表面积约2.6 m2。
镀锌工艺流程:超声波清洗→漂洗→装料(水、工件)→调整pH值→建立基层(加入锌粉和无机锡盐→加入保持性活化剂→镀层增厚(循环2次加入锌粉和沉积性活化剂))→强化→卸料→分离→钝化。
通过向镀筒内添加无机酸来调整pH值,使镀液的环境呈酸性,目的是在施镀过程中控制镀液pH值处于一定范围,传统机械镀锌的pH值为1~2。pH值的高低可能会对镀后垫片发生氢脆隐患产生影响,故施镀过程设置pH值为1~2、2~3、3~4三个范围,分析pH值对镀后垫片氢脆的影响。
钝化采用低铬钝化,钝化液组成:5 g/L CrO3,12 mL/L H2SO4,36 mL/L HNO3,5 g/L NaF。温度为室温,钝化时间为8 s,干燥方式为沸水烫干。
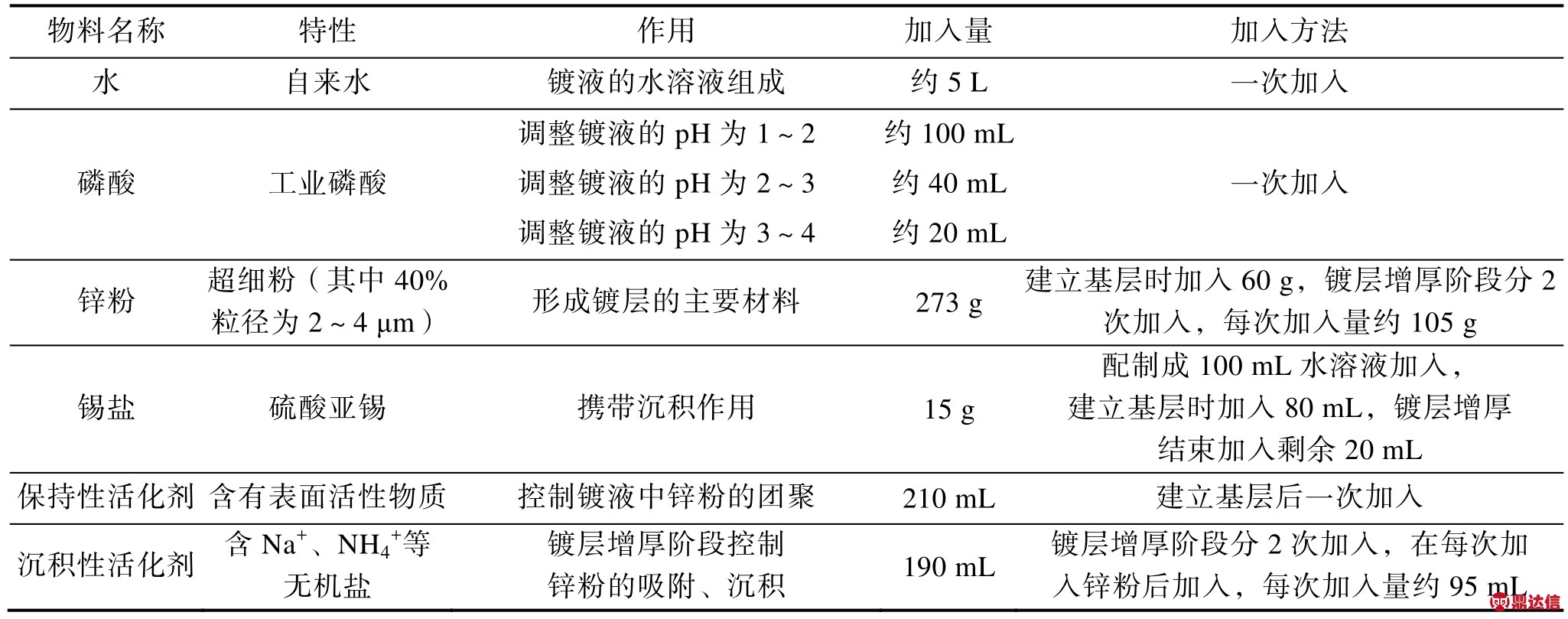
机械镀锌装置选用昆明理工大学自主研发的JDX50-Ⅰ型专用机械镀主机。镀层的预镀厚度为 15 μm。机械镀锌时,镀筒内金属锌粉、添加剂、水等物料的添加量及添加方法如表1所示。
表1 垫片机械镀锌时镀筒的物料
Tab.1 Material adding in mechanical galvanizing of washer
1.2 试样检测方法
采用目测法观察镀层的外观及镀层完整情况。采用硫酸铜试验分析镀层厚度的均匀性,硫酸铜试验溶液的配制参照GB/T 2972—2016。试验结束,以垫片表面开始出现均匀分布的红色铜点为依据判定镀层厚度均匀性。
采用划格试验法定性测试镀层的结合强度,观察、统计线格间隔离的镀层是否发生翘起或剥离。采用铁试剂方法检测镀层的孔隙率,试液配制和孔隙率的统计按标准GB/T 17721—1999执行。采用扭力扳手在同一载荷下反复装夹拆卸50次,观察垫片是否发生裂纹或断裂。分析镀液pH值、镀后试样自然放置时间对试样氢脆的影响。
采用中性盐雾实验法评判镀层钝化前后的耐腐蚀性能,操作及试样分析按标准ASTM B-117执行。实验设备为无锡伯乐达产的YWX/Q-750型盐雾腐蚀试验箱,盐溶液为5%NaCl溶液,沉积量为1.8 mL/(80 cm2·h),盐雾箱内恒温35 ℃,连续喷雾24 h为一个周期。
2 结果与分析
2.1 机械镀锌过程观察
施镀过程中,镀桶内玻璃珠介质和水溶液能够完全覆盖垫片,垫片在镀筒内分散均匀,没有发现垫片长时间粘附在一起。取样观察垫片表面不存在表面发黑、发绿的氧化现象。建立基层后,垫片表面已经覆盖一层锌-锡层。镀层增厚阶段,锌粉在垫片表面的吸附、沉积正常。镀层增厚结束后,镀液内没有锌粉漂浮。
2.2 镀层外观质量
镀层表面平滑,覆盖完整,无锌瘤、起皮、漏镀等缺陷,呈金属锌的灰亮色,如图1所示。三个pH值范围镀液中获得的镀层外观没有明显的区别。硫酸铜实验浸渍2次后,任选10件垫片的表面均出现了分布均匀的红色斑点,说明镀层的厚度均匀。

图1 机械镀锌垫片外观
Fig.1 Surface of the washer deposited by mechanical plating
2.3 镀层的结合强度及孔隙率
划格实验后,垫片表面镀层在小方格直边、十字交叉位置处均未发生片状翘起、剥离脱落,说明镀层的结合强度良好。镀液酸性强的情况下(pH值小时)镀层也未发生翘起、剥落。
孔隙率实验得出镀层的孔隙率为零。机械镀锌层的结构为超细锌粉颗粒的堆积体,孔隙率为零说明垫片表面的机械镀锌层具有足够的致密度,以至于镀层内部锌粉颗粒之间不能形成连通空隙或空隙尺寸非常微细,氯离子难以穿透。
2.4 垫片的氢脆
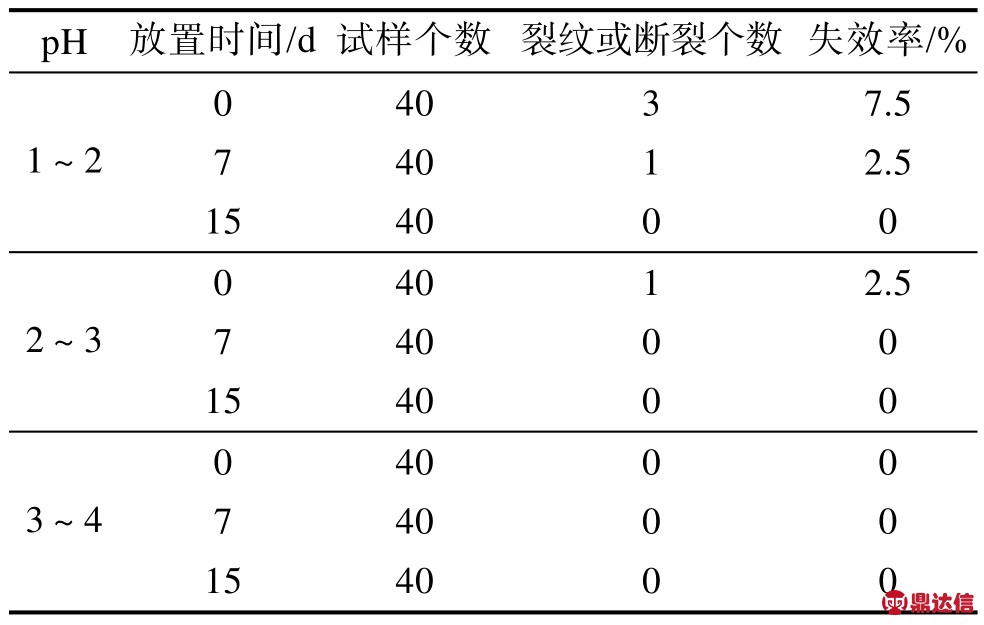
任选40个垫片反复环装夹、拆卸50次,垫片发生裂纹或断裂的情况如表2所示。可以发现,pH值为1~2和2~3时,镀层立即进行预紧固检测,垫片发生一定比例的裂纹或断裂;pH值为3~4时,未发现预紧固过程的裂纹或断裂。这说明镀液环境的 pH值较低时(如1~2和2~3),施镀过程的酸洗环境仍造成一定程度的氢脆隐患,而pH值较高时(如3~4),施镀过程的酸洗镀液环境不会造成垫片的析氢。镀锌垫片自然放置7 d后,试样的氢脆隐患显著降低或消除,但 pH值为 1~2的镀液环境获得的垫片仍存在断裂隐患;自然放置15 d后,试样的氢脆隐患则完全消除。
表2 试样发生裂纹或断裂的情况
Tab.2 The crack or fracture of the specimen
结合垫片机械镀锌的镀液环境分析,当镀液的pH值较低时,在施镀时间较短的情况下,施镀过程即使没有发生电镀过程的析氢副反应[10],但在镀桶内玻璃珠冲击介质和镀液的酸性条件作用下,垫片基体裸露出清洁的原子面,且一直受到冲击介质和镀液的机械化学活化[11-15],基体表面仍会发生轻微的析氢现象,导致所获得的镀锌垫片存在裂纹或断裂隐患。又因为这些轻微的析氢主要为溶解析氢,不是电化学反应析氢,故其仅仅发生在基体表面,随着放置时间的延长,基体表面的氢缓慢释放,镀锌垫片的氢脆隐患则降低或消除。对于电镀锌的电沉积析氢,后续除氢仅是减轻或降低材质中氢的聚集,延长失效时间或提高临界应力水平,难以做到真正的完全除氢[16]。所以,pH值较低时,65Mn垫片机械镀锌的轻微溶解析氢与电镀锌过程的电化学析氢有着本质的区别。
2.5 镀层的耐腐蚀性能
对pH值为3~4时获得的镀锌垫片连续喷雾96 h后进行分析,发现未钝化机械镀锌垫片表面有大量白色腐蚀产物出现,且白色腐蚀产物在试样表面结合牢固(见图2a)。经钝化的机械镀锌垫片表面开始出现少量白色腐蚀产物,腐蚀产物较薄,轻轻擦拭容易去除(见图2b)。可见,pH值较高时获得的镀锌垫片经钝化后可以推迟或防止白锈的产生。
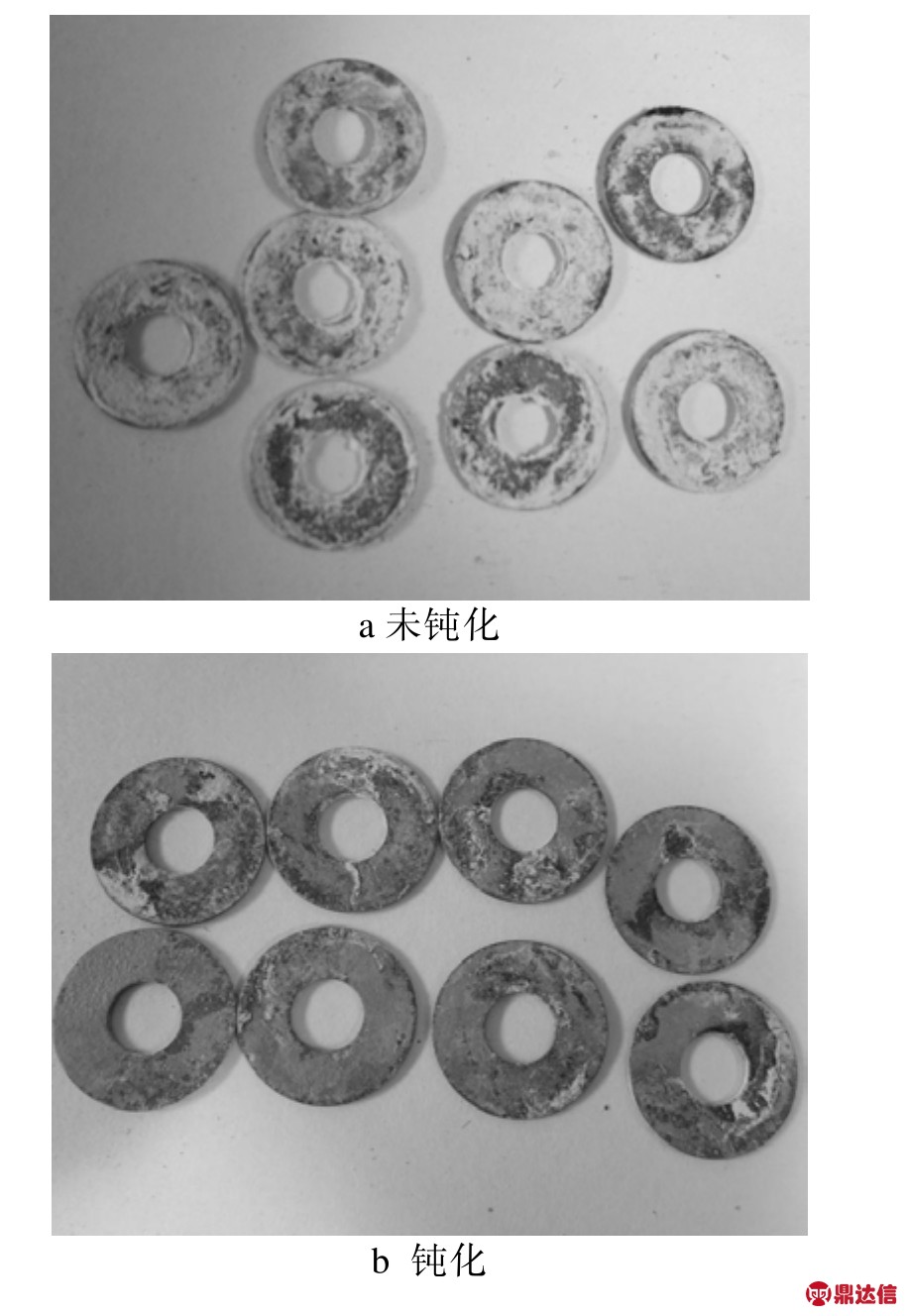
图2 96 h盐雾实验试样表面的白锈
Fig.2 White rust on surface of 96 h salt spray test sample: a)no-passivated sample, b) passivated sample
3 结论
1)65Mn高弹性垫片机械镀锌层表面平滑,覆盖完整,无起皮、漏镀等缺陷。镀层呈灰亮色,厚度均匀,具有足够的致密度。划格测试时,镀层未发生翘起、剥离。
2)镀液的酸洗环境影响 65Mn高弹性垫片的氢脆。镀液环境的 pH值较低时(1~2和 2~3),施镀过程造成一定程度的氢脆隐患;镀液环境的pH值为3~4时,机械镀锌垫片不会发生裂纹或断裂。建议机械镀锌加工时,镀液环境的pH值调整为3~4,垫片镀锌后装配前至少自然放置1~2周。
3)钝化处理的机械镀锌高弹性垫片可通过中性盐雾试验96 h。


