
摘要:以聚酰亚胺(PI)为主体材料,添加少量的石墨和聚四氟乙烯,通过挤出成型工艺得到PI复合颗粒。并进一步注塑成型为汽车用止推垫片,主要探讨了注塑成型温度和压力对其成型性能和力学性能的影响。结果表明,随着注塑温度升高,PI试样的拉伸强度、冲击强度和压缩强度都提高,当注塑温度超过360℃时,力学性能有所下降,注塑温度过高或过低都会使试样性能下降;在合适的注塑温度下,适当提高注塑压力,有利于提高试样的力学性能。最佳的注塑工艺条件为:注塑温度为360℃,注塑压力为120~150 MPa。对在最佳工艺条件下注塑的PI试样,用退火的方式进行热处理,发现在200℃时处理30 min,试样的力学性能最佳。通过优化注塑成型工艺制备的汽车用止推垫片性能优异、耐温性好、抗蠕变强、耐磨性佳、耐油性好、力学强度高,而且阻燃性能优异,完全符合汽车用止推垫片性能要求。
关键词:热塑性聚酰亚胺;注塑成型;止推垫片
止推垫片是汽车中必不可少的零部件之一,其主要功能是当汽车在行驶中发动机曲轴受到热膨胀而伸长或受斜齿轮及离合器等轴向力作用而产生轴向移动时,避免曲轴与机体间产生直接接触。止推垫片最早采用进口铜铅合金双金属带加工而成[1]。因为金属止推垫片摩擦性能不稳定,容易发生合金层剥离现象,而且生产工艺复杂,生产成本高,因此人们开始采用塑料来代替金属材料生产止推垫片,止推垫片功效要求所采用的材料应具有耐摩擦性能好、蠕变小、适合高速运转、耐温性好且力学强度高等特点。南京塑料二厂[2]采用填充聚四氟乙烯(PTFE)制备止推垫片,来取代进口制品。该厂技术人员选定添加碳纤维增强PTFE配方,该产品能代替日本进口产品,技术上达到国内先进水平。Solvay高级聚合物公司生产的AT–6130HS含30%玻璃纤维增强的高伸长率聚邻苯二甲酰亚胺(PPA)树脂,用于生产自动变速箱内的止推垫片。由通用汽车公司设计的这项应用技术包括一个操作温度在–40℃~150℃内的控温系统,材料必须能承受高压并且耐磨。新型止推垫片正由位于美国印第安纳州的South Bend Plastics公司使用Amodel品级AT–6130材料进行生产[3]。美国Lehvoss公司推出的Luvocom 8000新材料在保留原力学性能的基础上,其摩擦磨损特性大大超越之前的材料[4]。该公司用于止推垫片的研究结果表明,与使用PTFE润滑的行业标准聚醚醚酮(PEEK)相比,使用Luvocom 8000(一种PEEK材料)可降低多达2/3的磨损率。该材料对金属如不锈钢、碳钢、铝和轴承钢都显示出优越的摩擦磨损性能,广泛用于汽车、工业、医疗和能源领域所涉及的止推垫片、密封圈等磨损部件的应用。美国BP Amoco化学品和工程聚合物公司在原Amoco公司的技术和产品基础上推出许多汽车业用工程塑料,具有高比强度和高比刚性,其中聚酰胺亚胺(PAI,商品名Torlon)系列牌号已成功地用于汽车部件上,替代老的传统材料,使部件性能更好,寿命更长[5]。
由于止推垫片工况条件苛刻,通常在高温、高速摩擦下使用,需要材料具有高强度、耐高温、尺寸稳定性佳、耐磨损性能优异等性能。热塑性聚酰亚胺(PI)作为特种工程塑料,在所有高分子材料中耐摩擦性能最好,其PV极限值是普通塑料的十倍以上,笔者在前期研究的基础上[6-7],拟将国产PI为主体材料,通过注塑成型制备汽车用止推垫片,优化了注塑成型工艺条件并考察了止推垫片产品的性能。
1 实验部分
1.1 主要原材料
PI:SS100,杭州塑盟特科技有限公司;石墨、PTFE:市售。
表1为PI复合材料配方。
表1 PI复合材料配方 份
1.2 主要设备及仪器
双螺杆挤出机:CTE–35型,南京科倍隆公司;
立式注塑机:HL–1000型,常州市弘意德塑料机械制造有限公司。
1.3 试样及制品制备
将PI、少量石墨和PTFE经过双螺杆挤出机挤出造粒,然后在立式注塑机注塑成型,得到所需测试样条和制品。
注塑成型工艺主要有三个步骤:成型前烘干处理和加温塑化,注塑成型过程和制品退火处理,具体见图1。
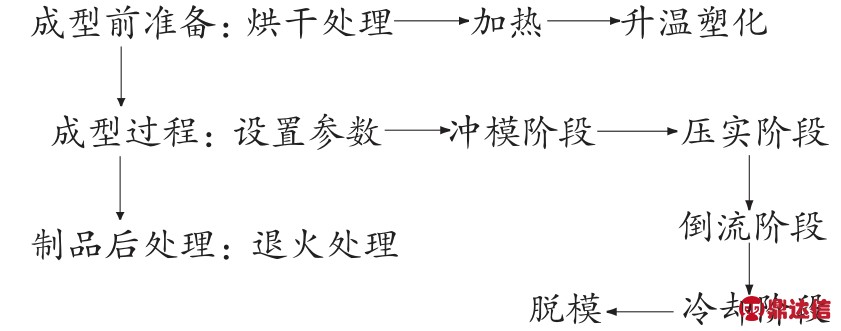
图1 注塑成型工艺流程图
1.4 性能测试
拉伸性能按GB/T 1447–2005进行测试;
冲击性能(简支梁无缺口)按GB/T 1451–2005进行测试;
压缩强度按GB/T 1041–2008进行测试;弯曲强度按GB/T 1449–2005进行测试;密度测定按GB/T 1033.1–2008进行测试;耐溶剂性能按GB/T 11547–2008进行测试;垂直燃烧按GB/T 2408–2008进行测试;洛氏硬度按GB/T 3398.2–2008进行测试;摩擦性能按GB/T 3960–1989进行测试,负荷20 kg,转速 200 r/min ;
热变形温度按GB/T 1634.2–2004进行测试,负荷1.8 MPa;
膨胀系数按GB/T 1036–1989进行测试。
2 注塑成型工艺优化
2.1 注塑温度、注塑压力对制品力学性能的影响
注塑压力保持在120 MPa,模具温度为200℃,考察在320℃和360℃两种注塑温度对PI成型性能的影响,注塑的样条分别见图2a和图2b。
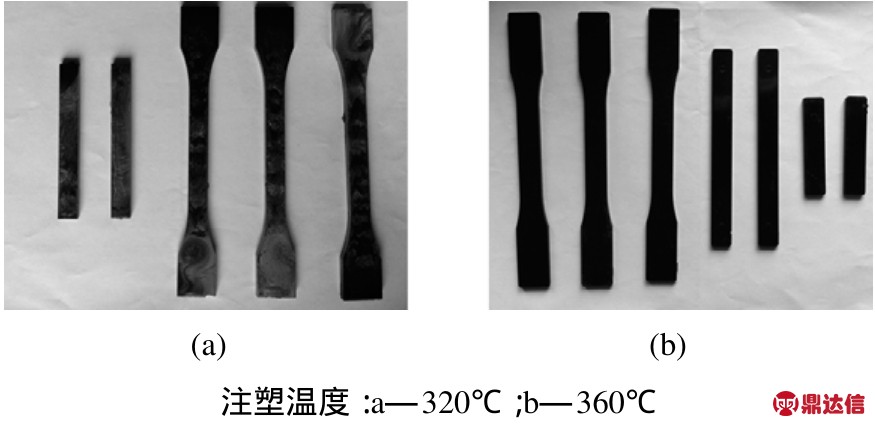
图2 两种注塑温度下的注塑样条
由图2a可以看出,当注塑温度过低时,因为PI熔体黏度过大,流动性太差,出现了充模不满和银纹紊乱等现象,制品不密实,力学性能一般。提高注塑温度至360℃,物料熔体黏度降低,流动性增强,有利于充模,同时银纹消失,制品质量明显改善,见图2b。由此可见,注塑温度设在360℃左右比较合适。
表2为注塑温度和注塑压力对制品力学性能的影响。
表2 注塑温度和注塑压力对制品力学性能的影响
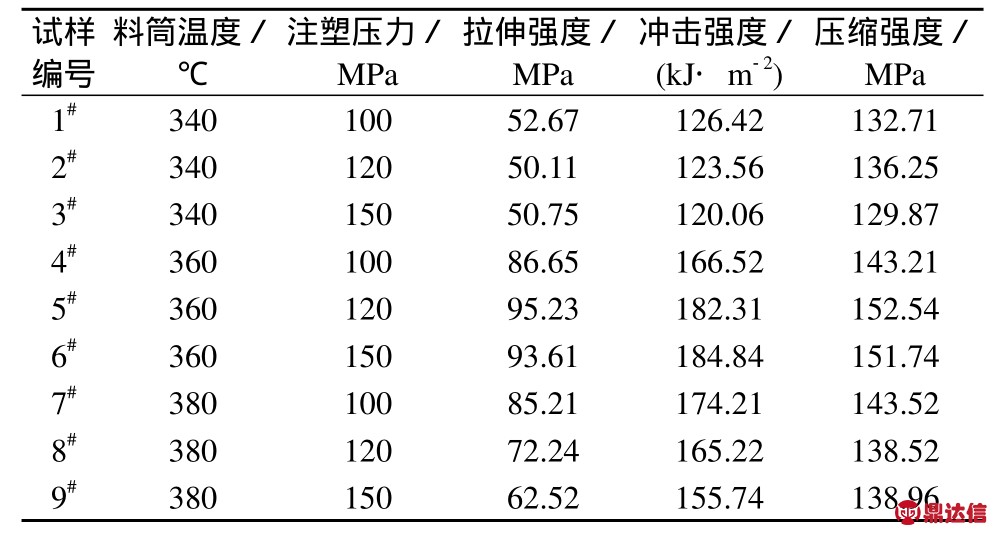
由表2可以看出,当注塑温度较低(340℃)时,制品的力学强度较差,在此条件下,提高注塑压力并不能提高力学强度,这是因为温度较低,PI物料没有充分熔融,流动性差,注塑过程中充模不好,提高注塑压力虽然能提高物料的流动性,但由于内部混合不均匀,导致内应力增加,从而使得力学强度降低。提高注塑温度至360℃,制品的拉伸强度、冲击强度和压缩强度明显提高,这是因为随着注塑温度的升高,物料熔体的黏度降低,流动性增大,使得熔体充模顺利,制品内部温度和压力分布均匀,因此力学性能随之提高。这是因为提高注塑压力可增加熔体剪切力,使流动的分子链取向程度提高,从而有利于提高制品的力学强度。而进一步提高注塑温度至380℃时,熔体黏度更低,流动性进一步增强,在较低的注塑压力下,可以获得理想的力学强度。此时提高注塑压力,制品的内应力会增大,使得拉伸强度和冲击强度下降。此外,随着熔体温度的升高,分子链活动性增强,解取向作用提高,导致分子链取向降低。注塑压力的提高虽然会提高分子取向,但随着流动性提高,充模时间减少,分子链受剪切力的作用时间也减少,相对的熔体在模具中的保压时间增加,此时物料熔体温度较高,松弛过程加快,在一定程度上抵消因提高注塑压力而产生的剪切作用[8]。另外,由于熔体温度过高,再加上料筒里螺杆的剪切作用,可能会产生部分分子链降解,从而导致制品的力学强度下降。
从以上分析可以看出,注塑温度和压力对制品的力学性能影响情况比较复杂,过高或过低温度都不利于制品性能的提高,其最佳的成型工艺条件为:注塑温度:360℃;注塑压力:120~150 MPa。
2.2 退火处理对制品力学强度的影响
由于高分子材料在料筒里塑化不均匀或在模具型腔内冷却速度不同,因此常会产生不均匀的结晶、定向取向和收缩,导致制品内部产生内应力。有内应力的制品在使用过程中常会发生力学强度性能下降,表面有银纹,甚至制品开裂变形,解决这些问题的方案就是对制件进行有效的退火处理[9]。退火处理的本质是强迫冻结的分子链得到松弛,从而消除成型过程中产生的内应力。表3是不同退火条件对注塑制品力学强度的影响。注塑工艺参数为:注塑温度为360℃,注塑压力为120 MPa,制品的退火时间均为30 min。退火温度分别为180,200,220℃,试样分别标记为 5#-1,5#-2,5#-3。
表3 退火处理对力学性能的影响
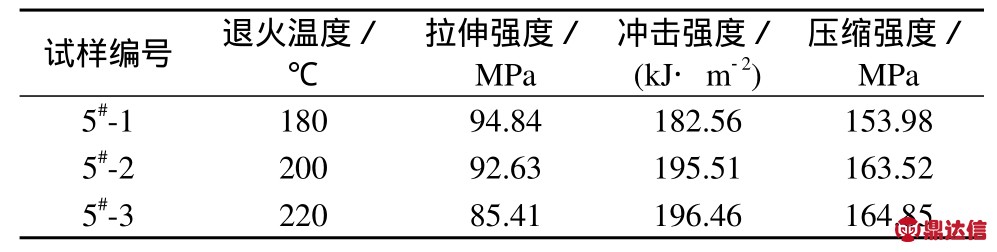
由表3可知,退火条件对制品的力学性能影响较大,在退火温度较低(180℃)时,制品的力学强度没有提高;当退火温度提高到200℃时,制品的拉伸强度从95.23 MPa降到92.63 MPa,冲击强 度 从 182.31 kJ/m2提 高 到 195.51 kJ/m2,压缩强度从152.54 MPa提高到163.52 MPa;当退火温度在220℃时,拉伸强度由95.23 MPa大幅降到 85.41 MPa,冲击强度由 182.31 kJ/m2提高到 196.46 kJ/m2,压缩强度从 152.54 MPa提高到164.85 MPa。由此可知,退火温度过低,效果不明显,退火温度过高,制品内分子链的解取向增加,分子链缠绕减少,导致制品拉伸强度显著下降。在200℃时退火,温度适宜,冲击和压缩强度得到提升,而拉伸强度基本不变,因此优化的退火工艺条件为200℃退火30 min。
3 产品性能
图3为止推垫片产品。

图3 止推垫片产品
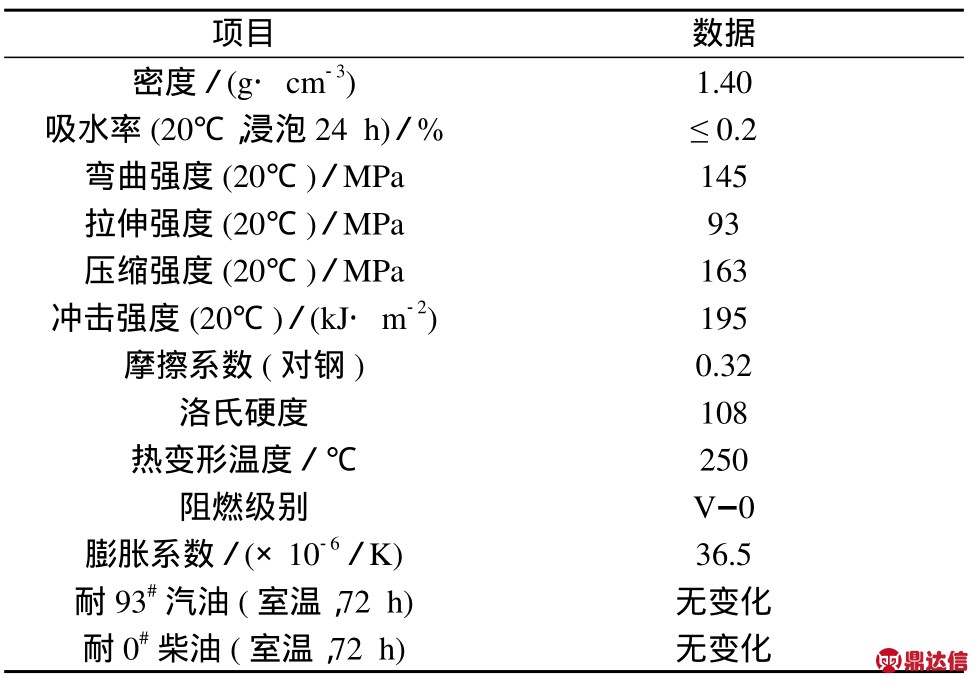
由图3可以看出,制备的产品色泽均匀,韧性好,充实度高,产品致密。而且性能优异,具体见表4。由表4可知,以PI为基体材料,经过注塑成型工艺优化,得到了性能优异的止推垫片产品,具体表现在力学强度高,膨胀系数小,摩擦系数低,耐温性高,阻燃级别高,而且耐油性佳,非常适合用于高压和高速运转的工况环境。经过客户试用,完全符合汽车用止推垫片的各项性能要求。
表4 产品综合性能
4 结论
(1)采用国产PI为原料,考察了注塑成型工艺对其力学性能的影响,确定最佳成型工艺条件:在360℃下,注塑压力为120~150 MPa。
(2)随着热处理温度的提高,注塑样条的拉伸强度下降,而冲击强度和压缩强度提高,综合兼顾力学性能,确定热处理温度在200℃为宜,处理时间30分钟。
(3)在上述优化的注塑成型工艺条件下,研究了止推垫片的性能,结果显示该产品力学强度高、抗蠕变性好,摩擦性能优异,耐油性强。


