
摘要:聚苯乙烯装置中的聚反应器及脱挥器,在实际运行中系统的真空度波动频繁,影响了产品质量。文中分析了系统真空度不稳定的原因,并采用加装冷凝器和冷却装置、减少进入泵中空气的体积、减小抽气量等技术措施,有效的控制了系统运行中的真空度。
关键词:真空度;泵;控制;冷凝器
在聚苯乙烯装置中,有2个关键的容器设备,即预聚反应器及脱挥器,它们都是在真空状态下操作的。容器的真空度变化会直接影响到产品的质量。
实际操作过程中,系统真空度的波动不能完全避免,环境因素的影响也使它具有一定偶然性。所以,必须科学、精细的管理和操作,来最大程度的降低容器真空度的波动。
1 工艺因素
1.1 系统密封
系统密封不良,系统中易进入空气。实际操作中比较容易被发现,它一般发生在液环泵的入口;罗茨泵的出入口;以及系统管线上的法兰等与大气接触的部位[1]。
在工艺操作上通过对压力表的观察,可以断定泵的密封情况。
尽力保持压力控制器的输出,使阀位保持在4%~6%,如果操作控制器不能达到要求的真空度,可能是预聚系统漏进空气。在实际生产中,少量的漏气,并不会对系统真空度产生大的影响。例如:在给罗茨泵齿轮箱加油,打开其中一个死堵时会有明显的抽吸感,但是系统真空度不会有太大波动。
1.2 预聚合反应器中热量过多
在第一预聚合反应器中,反应是在40.8 kPa的绝对压力真空状态下进行。苯乙烯聚合过程中放出热量,致使材料产生气体,影响了系统的真空度。
1.3 不凝气未及时排出
由于采用了气化制冷的方法,因此可以控制反应温度,也就控制了反应率。高温气体在第一预聚反应器的冷凝器中与冷却水换热冷凝,不凝气向大气放空,若有大量的不凝气未及时排出就会造成系统的真空度下降。
聚合反应出来的聚合物在脱挥过程中,未反应的苯乙烯和乙苯立刻闪蒸并从聚合物中汽提出来,闪蒸的气体在脱挥冷凝器中与急冷水换热冷凝。冷凝液被收集,不凝气排放到大气,不凝气的排放必须完全、彻底。
1.4 回流管堵塞
有时到达预聚合部分的回流线中存在流体,发生堵塞。泵的真空度很大,而此时预聚合系统中的真空度却不足,可以判断是回流管出现问题。通过检查真空泵控制阀可进一步确认堵塞问题,尝试用旁通线。如果确定是阀的原因,要用手阀手动控制真空度,同时对阀进行检修。
2 设备因素
2.1 泵的精度低
目前我国国产罗茨泵按现行标准合格率在70%左右,如果与国际先进水平相比,综合性能差距更大[2]。在泵的预抽真空系统,气体通过进气口的旁路管路进入液环泵,气体同工作液一起通过连通管进入分离器,气液分离后通过分离器顶部排气口排出。当系统压力降低时,气体会通过进气口进入罗茨泵,排出后进入液环泵,这就降低了系统的真空度。
2.2 液环泵的吸入真空度
液环泵的结构示意见图1。
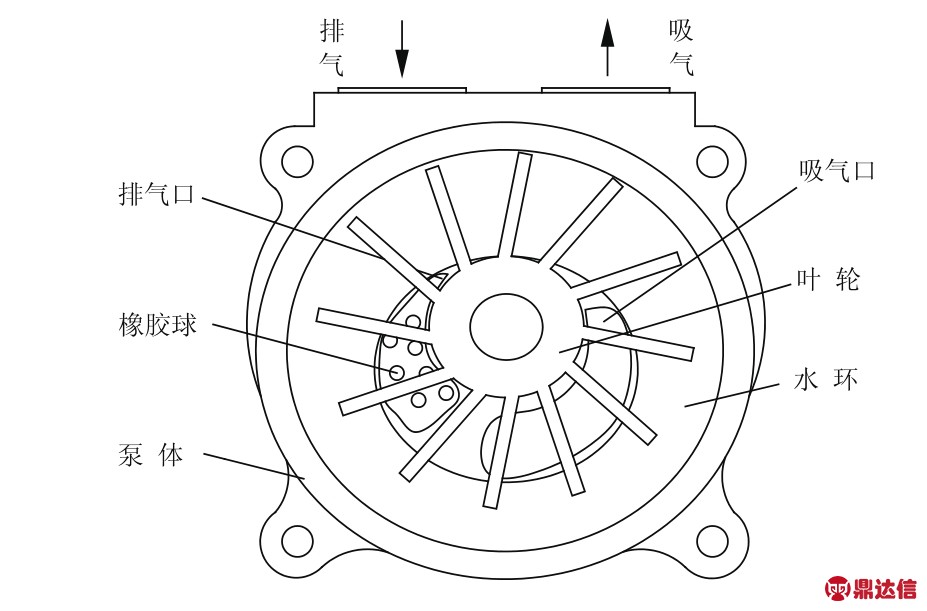
图1 液环泵的结构
由图1可见,当泵的叶轮顺时针旋转时,液体被叶轮抛向四周,由于离心力的作用,液体形成了与泵腔形状相近似的封闭圆环。液环的上部内表面恰好与叶轮轮毂相切,液环的下部内表面刚好与叶片顶端接触。如果以叶轮的上部为0°起点,那么叶轮在旋转前180°时小腔的容积由小变大,且与端面上的吸气口相通,此时气体被吸入,当吸气终了时小腔则与吸气口隔绝;当叶轮继续旋转时,小腔由大变小,使气体压缩;当小腔与排气口相通时,气体便被排出泵外[3]。
当系统压力达到绝对压力6 kPa(即液环泵入口达到吸入真空度)时,受大气压强作用工作液通过连通管进入分离器,在分离器中气液分离后气体通过分离器顶部排气口排出。在泵的入口如果存在大量的空气,循环液不能够及时进入吸入室,泵体会瞬间升温,造成干吸状态。这时需关闭蝶阀,此时排出气体会通过进气口进入罗茨泵,在真空系统工作中,管道中的气流总是由高压流向低压,而泵内的气流则总是由低压流向高压,这样抽出的较高压力的气体再次进入液环泵,而在分离器那里的工作液通过换热器换热后再返回液环泵中。冷却压缩产生的热和被抽气体带入的热被释放掉,从而完成自身的冷却。所以操作过程中要定期检查循环液液位,防止由于液位不够造成系统的压力波动。
3 系统真空度的控制
3.1 加装冷凝器和冷却装置
循环液的不连续性造成液环真空泵内部冷却器冷却速度不够,使系统的真空度产生波动。安装冷凝器(A)和功率为125.4 MJ/h的冷却装置(B),可以提高冷却速度,稳定系统真空度,见图2。

图2 加装冷凝器和冷却装置
为了尽量使机组的体积小些,可设法使待抽的空气在进入泵机组之前冷凝,这样剩下的就是非可凝性气体和微量残余气体。气体降温后在相同压力下体积也减小。所以冷凝后所需抽气量减小。
先用罗茨泵抽出水蒸汽,并在现有工艺压力下进行冷凝,该压力下冷凝温度为36℃,可使冷凝器的冷凝温度保持在30~35℃之间,用普通冷却水冷却。
3.2 降低泵的抽气量
水蒸汽冷却后只剩下非可凝性气体。在压力很低时,水蒸汽的比容很大,这些可凝性蒸汽冷凝后,导致泵的抽气量大幅降低。另外,不论蒸汽是否冷凝,在同样压力下只要气体温度降低,其容积流量就会减少。
4 机组的操作
4.1 启动泵
机组中有旁通阀时,先启动液环泵,接着开动罗茨泵、液环泵。抽气速率增加,这样很快达到罗茨泵的预真空,进排气压差较小,阀门自动关闭(或人工关闭),机组正式工作,这种方法能大大缩短预抽时间,罗茨泵的旁通阀位置见图3。
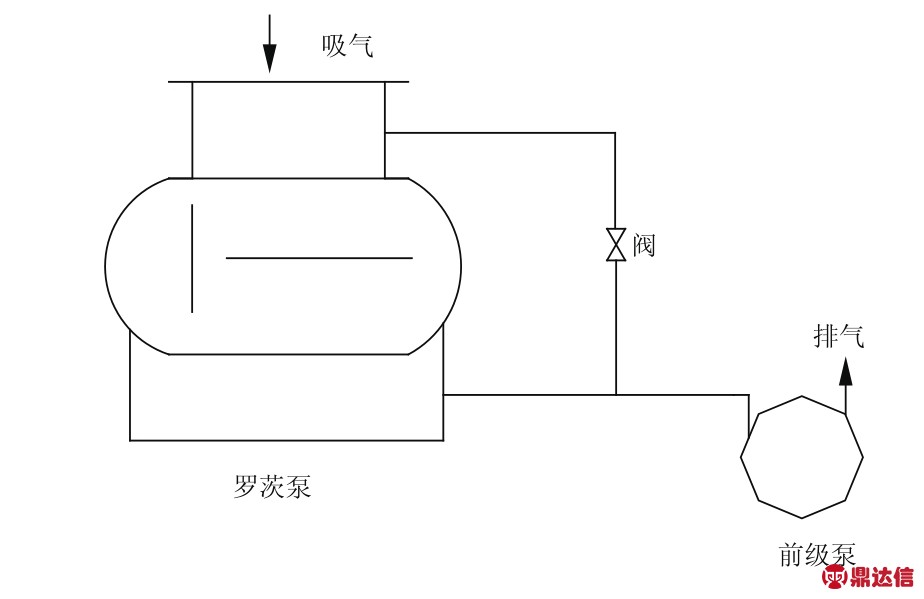
图3 罗茨泵的旁通阀
4.2 泵的排出压力
机组的性能在很大程度上取决于罗茨泵的允许排出压力。该允许值越低,水环泵作为前级泵的可能性就越小。如果罗茨泵的允许值为1~10 Pa,而不论单、多级的水环泵,其极限压力均大于这个数值,因此就不可能单独与罗茨泵组合使用,而需要加二级气泵。若罗茨泵排出压力允许值大于100 Pa,则前级的水环泵可以作为罗茨泵的前级泵,这就大大地扩充了前级泵的应用范围。
4.3 泵的返流
由于罗茨泵的内部构件之间存在着间隙,因此有返流存在。这种返流受进口压力和出口压力的影响,即使是同一台罗茨泵,使用不同的前级泵时,其抽气速率也会有所不同。
5 结束语
聚苯乙烯装置需要长周期连续运转,因此控制系统真空度,必须建立准确的状态检测和设备管理方案。
(1)泵在启动前必须预充3 L工作液,保证工作液液位符合要求。
(2)由于泵的工作液温度过高,会降低泵的抽气量,所以必须控制工作液温度低于65℃,并注意不断补充工作液。
(3)泵停止运转后应及时排空。
(4)泵在使用20 000 h后,轴承及附近空间内的油脂需排除,并拆装检修液环泵补充新油脂。


