
摘要:对微电子模块气密性封焊技术的研究现状进行了总结,综述了平行缝焊技术、钎焊封焊技术及激光封焊技术的工艺特点及应用领域,重点介绍了不同气密性封焊技术对结构设计、材料选择等方面的要求。
关键词:气密性封焊;平行缝焊;钎焊封焊;激光封焊
0 前言
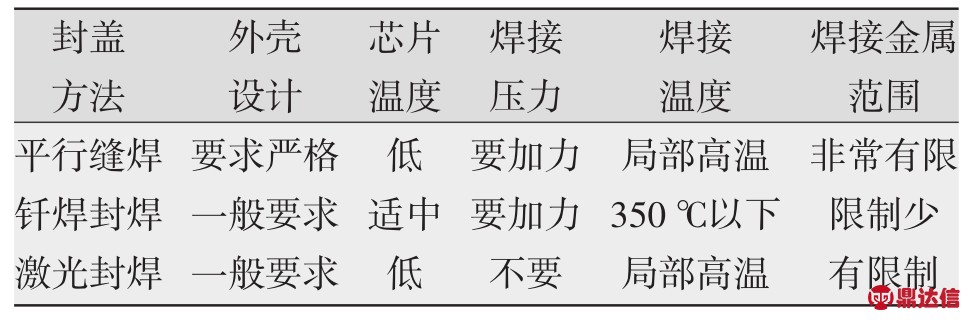
混合微电子模块是航天电子产品的关键部件之一,由于服役环境苛刻,要求模块具有优异的抗辐照、抗恶劣环境的需求,因此需要对模块进行气密性封盖以保证其内部电路及元器件在服役环境下的性能和可靠性[1],气密封盖可以保护模块内部的电路与外界的隔绝,不受外界环境的干扰与破坏。由于微电子模块在封盖前已经完成了内部电路的装配,因此在封盖过程中,在保证封盖气密性的同时,需要考虑封盖工艺不会对内部电路造成影响。目前国内外常用的气密性封盖技术有钎焊封焊、平行缝焊和激光封焊三种,其特点比较如表1所示,不同的封盖技术对结构设计和材料选择均有特定的要求。
表1 主要气密封盖方法特点
影响气密性封盖质量的关键因素是腔体盖板设计、材料选择以及工艺过程控制等方面。在此概述目前国内外金属盒体三种常用的气密性封盖技术发展现状及应用,总结影响气密性封焊质量的关键要素,为混合微电路气密性封盖工艺的选择提供依据。
1 气密封盖技术发展现状及应用
1.1 平行缝焊技术
平行缝焊技术是一种电阻焊,其焊接示意如图1所示。通过滚轮电极和金属盖板形成闭合回路,整个回路的高阻点位于电极与盖板接触部位,在电极与盖板接触点处产生极高的局部热量,使接触处局部熔化、凝结,随着滚轮电极的连续移动形成一个完整、连续的焊缝区域。平行缝焊具有可靠性高、密封性能优越以及生产效率高等优点,是目前微电子器件中常用的气密性封装技术之一,技术发展相对较为成熟。国内较早使用的平行缝焊设备基本来自于国外,引进厂家也主要集中在军工研究所,近年来我国
中电二所积极展开了平行缝焊设备以及工艺技术的自主研发,并取得了显著成果[2]。
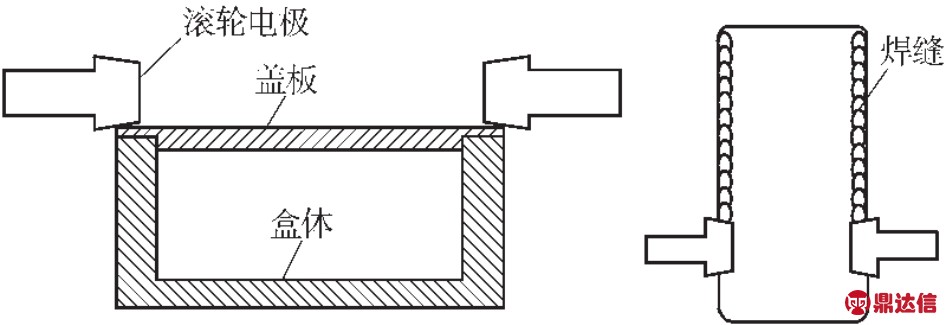
图1 平行缝焊焊接示意
2.1.1 结构设计
平行缝焊对盖板的设计以及盖板与壳体的匹配性要求极高,平行缝焊盒体及盖板设计应满足以下几点要求[3]:①平行缝焊结构设计为规则的形状,对称多边形或者圆形;②盖板的结构为台阶式结构,保证盖板与组件壳体焊接时能精确定位以及焊接过程中接触电阻的一致性;③盖板边缘待焊接区域厚度控制在0.08~0.12 mm内,盖板的单边尺寸比壳体尺寸小0.025~0.075 mm;④盖板表面平整度控制在0.04 mm以内,便于盖板与盒体之间的紧密接触;⑤盖板与盒体的拐角半径与电极锥度相匹配以达到良好配合。在盒体和盖板的加工方面,由于平行缝焊盖板边缘厚度较薄,且对平整度的要求极高,采用机加工方法进行盖板的加工难度极大,需采用蚀刻方法进行盖板的加工。
2.1.2 材料选择
从材料选择角度来考虑,由于平行缝焊主要依靠接触电阻产热而完成焊接,因此较多选用适合电阻焊接的材料进行盒体及盖板的设计。目前应用较多的材料有不锈钢及可伐合金等,要求盒体与盖板材料的线膨胀系数尽可能接近,平行缝焊一般不需要进行表面涂覆处理,若有涂覆需求,应在封焊前对镀层材料及厚度进行优化。也有学者采用预置焊环的方式进行微电子器件的平行缝焊气密性封盖,李茂松等人[4]研究了基于AuSn合金焊料的平行缝焊技术,实现了LCC28封装器件的气密性封焊一次合格率达到了99%以上,较好地解决了含镀层盒体及盖板的气密性封焊。
除了盒体结构及材料对封焊质量具有重要影响之外,平行缝焊电极[5]及工艺参数[6]的选择对封焊质量亦有重要影响。电极的影响主要体现在电极角度、电极表面平整度、电极表面洁净程度及封焊过程中的电极位置四个方面;工艺参数影响主要体现在焊接电流或焊接功率、电极压力、脉冲周期、脉冲宽度以及焊接速度的选择等。实际封焊过程中可以根据结构设计及材料要求进行相应参数的优化,以达到良好的封焊效果。
2.2 钎焊封焊技术
钎焊封焊技术是国内外微电子器件广泛应用的气密封封焊方式之一,封焊质量受盒体和盖板材料影响较小,主要受盒体结构、焊料以及焊接工艺方法的影响,灵活性最大,近些年来取得了快速的发展。其劣势在于进行封盖封焊时,通常需要对模块进行整体加热,对模块内部电路的耐温性具有严格的要求,一般适用于较小尺寸模块的气密封封焊。2.2.1结构设计
钎焊封焊过程中,在盒体结构设计方面主要考虑盒体与盖板之间具有良好的可装配性以保证焊接过程中的准确定位,主要有台阶式[7]、嵌入式[8]设计和直盖式[9-10]三种结构,其结构示意如图2所示,配以适当的焊接工艺方法,能实现模块的气密性封焊。
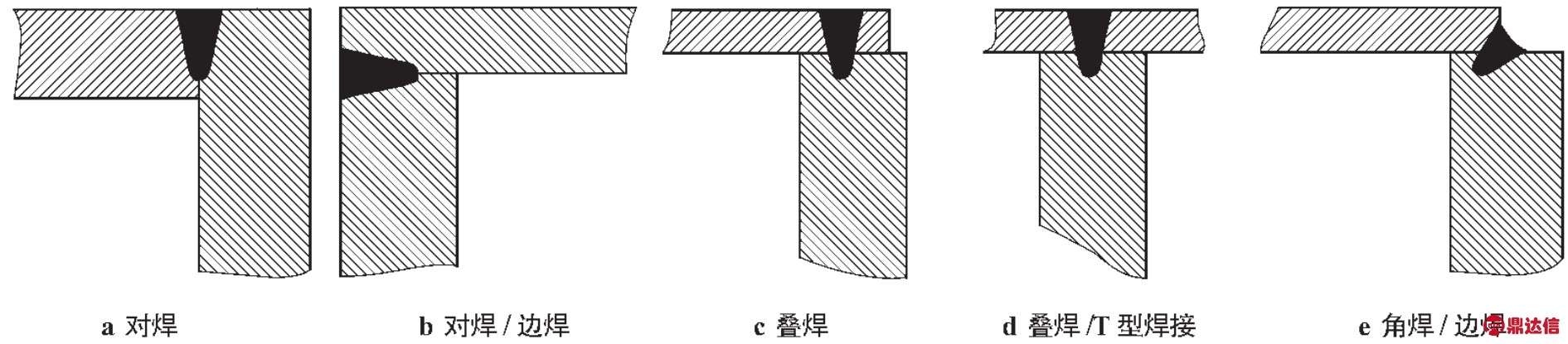
图2 钎焊封焊结构设计示意
2.2.2 材料选择
钎焊封焊材料选择主要考虑两个方面:一方面要求盒体与盖板封焊部位必须有可焊性镀层;另一方面,由于盒体已完成内部电路及元器件的装配,要求封焊温度低于内部电路可承受的温度,需选择合适熔点的钎焊材料。目前研究中常见的封焊钎焊材料根据熔点差异主要有Au-20Sn共晶焊料(280℃)[9-10]、Sn-3.5Ag(221℃)[11]、Sn-37Pb(183℃)[12]、In80Pb15Ag
(150℃)、In-52Sn(117℃)[13]等,不同温度的焊接材料满足微电子模块的封盖需求。
近些年出现了一些较为新颖的钎焊封焊技术,中电29所的刘远志[13]等人通过对Cu镀Au腔体微波器件的激光封焊和真空钎焊工艺方法进行比较研究,提出了一种“小孔密封”的全新工艺路径,实现了Cu镀Au腔体微波器件低成本、工程化气密性封装。该种焊接方式国外的研究中也有所体现[14],模块封装实物如图3所示,完成内部元器件的装配后,首先进行盒盖与基板的焊接,再充入保护气氛进行小孔的封焊。整个焊接过程中,热平台的预热温度最高为120℃,辅助烙铁实现焊接,不会对内部器件电路产生影响,有效解决了传统钎焊封焊技术中模块需整体加热的弊端。
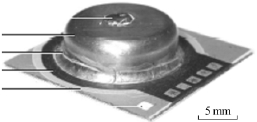
图3 “小孔密封”模块封装实物[14]
2.3 激光封焊技术
激光封焊技术与钎焊封焊技术相比属局部加热焊接方法,对电子模块内部电路热影响极小,且适合于一些较大尺寸模块的气密性封焊;与平行缝焊技术相比,其适合于非规则结构盒体的气密性封焊,且可实现一些导电材料的气密性封焊。因此,近些年来,激光封焊技术在微电子模块的气密性封焊中得到了越来越广泛的应用。
2.3.1 结构设计
激光封焊方式根据盒体结构设计的不同主要有对焊、对焊/边焊、叠焊、叠焊/T型焊接、角焊/边焊几种焊接形式[15],不同形式焊接接头如图4所示。中电14所的吴金财[16]系统研究了普通搭接接头、自适定位搭接接头、锁底自对中接头以及斜边对接接头四种常见接头的激光封焊特点,并从可焊性及气密性、制备难易程度、可操作性以及可维修性等方面进行了比较,指出自适应定位搭接接头具备最佳的综合性能。有关盒体及盖板设计方面,对焊接头对盖板的厚度没有严格的要求,但需要盒体与盖板的配合间隙小于0.05 mm;采用叠焊接头,则要求盖板的厚度控制在0.5 mm以下。
图4 激光封焊焊接接头示意
2.3.2 材料选择
目前激光封焊中盒体及盖板材料多数采用铝合金及可伐合金,部分领域亦有采用无氧铜或黄铜材料。中电13所的李娜[17]等人对微电子模块中常用封装材料(铝合金、无氧铜、黄铜及可伐合金)的激光封焊工艺进行了研究,并研究了材料表面处理对激光封焊质量的影响,指出铝合金未做表面处理或本色导电氧化处理后均具有良好的封焊性能;无氧铜在表面镀镍金降低铜的镜面反应后具有良好的封焊性能;黄铜由于Zn元素含量较高,在进行表面镀镍金处理后,封焊效果仍较差,不建议采用激光封焊;可伐合金未做表面处理具有良好的封焊性能,表面镀镍金处理后封焊性能极差,应在封焊前将焊接部位的镀层进行机械去除。
在新材料发展及应用方面,高硅铝合金及碳化硅增强铝合金材料由于其密度低、散热性能好、与裸芯片的热膨胀系数匹配性好等突出优点,成为国内外封装材料的研究热点,但高质量封焊问题一直是制约其广泛应用的主要原因之一。中电38所的周明智[18]等人采用激光封焊技术进行了含硅量50%硅铝合金盒体与含硅量27%硅铝合金盖板的焊接工艺研究,指出封焊过程中由于高硅铝材料的内部硅裂,焊缝易产生微裂纹,导致气密性难以满足要求,其气密性封焊技术还需进一步优化。Zhu等人[19]则通过采用制备Sip-SiCp/Al混杂复合材料,在保证碳化硅增强铝合金材料优势的同时,实现碳化硅增强
铝合金材料的气密性激光封焊,为高性能碳化硅增强铝合金的气密性封焊提供了良好的方案。
3 结论
概述微电子模块常用的平行缝焊、钎焊封焊以及激光封焊三种气密性封焊技术的发展现状及应用特点。平行缝焊对盒体及盖板的结构设计具有严格的要求,材料一般需选择高电阻率材料,应用灵活性稍差;钎焊封焊受盒体设计及材料的选择影响较小,应用灵活性较大,但需保证封焊温度低于盒体内部电路可承受温度;激光封焊是近年来发展较快的一种气密性封焊技术,局部加热,不会对模块内部电路产生影响,且可实现复杂盒体的气密性封盖,应用领域最为广泛。


