
[摘要] 根据弹簧管式一般压力表检定规程的要求和表盘刻度的划分规则,制作压力表调修用表盘,应用到调修工作中,只需一次拆装表盘就能将压力表调修合格,达到快速调修的目的。
[关键词] 压力表 调修专用表盘 制作 应用
弹簧管式一般压力表(以下简称压力表)检定依据规程JJG52-1999《弹簧管式一般压力表、压力真空表和真空表》,对压力表的示值基本误差、来回差及指针偏转的平稳性和轻敲位移等,进行校验和检查,以保证示值准确。通常采用同量程的标准表进行直接比较,示值超差的压力表要进行调修,使之符合规程的要求,延长使用寿命。
压力表调修时,经常要拆开表壳、拆下指针和表盘,观察表内各部件的工作运行状况,分析示值超差的成因,进行相应的调修操作,再挂上表盘和指针,进行示值预检定,如果仍不符合允差要求,就要重复上述操作,直至符合要求为止,最后进行表盘、指针和表壳的固定。在整个调修过程中,调修操作时,看不到示值的变化,无法进行量化调整;预检定时,又看不到表内各部件的工作运行状况,不能及时发现问题部位;经常要多次装卸表盘和指针,费工又费时。为解决上述问题,制作压力表调修用表盘和指针(以下简称专用表盘、专用指针)套件,应用到调修工作中,提高了调修工作效率。
1 专用表盘制作(以Y100、1.6级表为例)
1.1 制作依据
(1)压力表刻度盘的标度角为270o,表盘刻度标尺上,每隔若干分度有一数字标线(规程要求示值误差检定点),数字标线均匀分布,间隔宽度相等。
(2)常见压力表量程上限值(MPa)、刻度标尺参数值,如表1。
表1 压力表量程上限值(MPa)、刻度标尺参数值
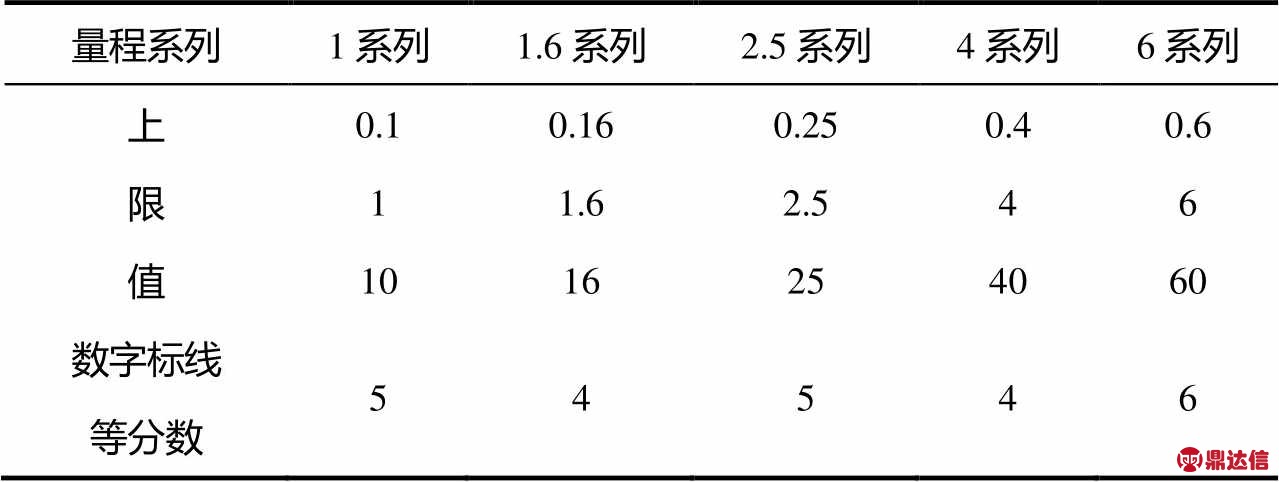
(3)同表面直径、同精度等级、同一量程系列的压力表,其刻度标尺相同,数值成十进倍数关系;同表面直径、同精度等级、不同量程的压力表,其最大允许误差数值各不相同,但其显现在表盘刻度标尺上的弧线所对应的圆心角度数相等。
(4)压力表指针轴应位于表盘中心,且垂直于表盘。
1.2 制作目的
(1)充分释放出调修空间,表盘外置,表面通透,表内构件工作运行状态一目了然。
(2)多刻度、多量程集于同一表盘,能覆盖常见规格,各示值误差检定点处,标出示值最大允差范围,省略了调修中的示值估数。
(3)布设合理,兼顾示值调整与指针中心轴定位。
(4)应用简单,方便徒手操作,注重实用,提高调修效率。
1.3 表盘制作
根据上述依据和目的,制作外套式专用表盘(如图1),取一个Y150压力表表盘,按图1所示镂空中间Φ100斜线部分,去掉原刻度标尺线,把数字标线等分数相同的量程系列归在同一刻度标尺线,重新画上三条刻度线U、V、W,分别对应6、1.6 / 4、1 / 2.5量程系列,各数字标线处用红色标示允差值区域,量程上、下限处标出双重允差值区域,兼顾压力表和真空表的调修需要。保留Y150表盘中心孔,用于待修表指针轴的取正和定位。A、B、C三点背面处各固定一个弹簧顶珠,在专用表盘使用中,起到顶紧固定作用,且方便表盘套上、定位与取下的徒手操作。专用指针采用Y150精密表指针,指针长度足以伸入专用表盘上的所有刻度线内,刀锋指示更能精确读数,指针轴孔适量加大,孔内加塞弹性垫块,使其套在指针轴时,具有足够的夹紧力,不出现松动和移位,且方便徒手装上与取下。

图1 专用表盘(Y100 1.6级)
2 专用表盘应用
将待调修表装到校验台上,拆下前表壳,在表上作原表盘量程中值记号,用于专用表盘的定位与原表盘的复位,拆下指针和表盘后,装上专用表盘,刻度中线与记号对准,表面与指针轴垂直,造压至量程中值(标准表示值),对准专用表盘量程中值刻度线,装上专用指针。对压力表的示值进行预检定,利用表盘释放的空间,可清楚观察到表内各构件的工作运行状况,并可直接进行相应的调修操作,直至各检定点的示值误差小于允差,也就是示值指针均指在红色区域内,则调修完毕。然后,卸下专用指针和表盘,原位装上原表盘,造压至量程中值(标准表示值),对准原表盘量程中值刻度线,装上原指针,重新进行示值检定,就可达到合格。
上面介绍专用表盘应用的一般方法,其突出优点在于,只需一次拆装表盘就能对压力表调修合格,下面介绍几例压力表调修(均需要拆卸表盘)中专用表盘的具体应用。
2.1 在线性误差超差调修中的应用
压力表线性误差超差是传动比过大或过小引起的。调整时,装上专用表盘,造压至量程中值(标准表示值),对准专用表盘量程中值刻度线,装上专用指针,升降压至相邻(或间隔)示值误差检定点(标准表示值),适量移动示值调节螺钉,改变传动比大小,使专用指针示值均回到允差区域范围内,且尽量对准刻度标尺上的数字标线,就能纠正压力表线性误差超差。
2.2 在非线性误差超差调修中的应用
压力表非线性误差,即所谓“先、后快慢不同”,通常是由连杆与扇形齿轮间的夹角不当引起的。安装专用表盘和专用指针,利用镂空的空间,对压力表进行调修。示值“先快后慢”,可顺时针方向旋转机芯,或将弹簧管自由端向外移,扩大连杆与扇形齿轮的夹角;示值“先慢后快”,则作相反的调整。待示值基本调至全快或全慢时,再按线性误差超差的调节方法操作,直至各检定点的示值误差小于允差,则调修完毕。根据经验:对低压表,在量程中值处,连杆与扇形齿轮间的夹角以直角为佳;对高压表,在量程上限处,连杆与扇形齿轮间的夹角一般构成直角状态。操作时,应注意指针中心轴的定位,避免其偏心过大,而新产生较大的非线性误差分量。
2.3 在轻敲位移超差调修中的应用
透过专用表盘释放的空间,观察表内传动构件在升压和降压过程中,是否存在摩擦阻滞、拖动、松动等现象,并逐一排除。重点检查游丝是否足够地盘紧或张大,游丝的两端是否紧固。
以上三例压力表的调修,都是在工作中经常遇见的,由于使用了专用表盘,在调修中不需反复拆装表盘和指针,极大地缩短调修时间,提高了工作效率。
3 应用扩展
对于其它常见表面直径的压力表,可按照上述方法,制作专用表盘和指针;真空表和压力真空表,可根据其量程和数字标线等分数,选择相同或相近的刻度线参照使用;精密压力表,由于其准确度等级较高,调修更需细心,参照采用此法,调修将更显效率。此外,专用表盘还可用于压力表调修初学者的实习教学。


