
摘要:研制具有优良隔热与力学性能的铝合金型材对建筑节能与安全有重要意义。提出了一种在穿条式断桥铝型材中间填充硬质聚氨酯泡沫的方法,通过试验对其主要制备工艺参数进行了研究,并且分析了此种型材的性能。结果表明,型材温度、型材长度、原料温度、型材放置方式等对型材内聚氨酯的发泡效果都有较大影响,该型材与未填充硬质聚氨酯泡沫的相比,热阻提高了63.64%,抗剪强度提高了23.44%。
关键词:断桥铝型材;聚氨酯泡沫;发泡工艺
0 引 言
提高建筑型材的保温性能对建筑节能意义重大。近年来,对提高建筑用铝合金型材隔热性能的研究主要针对多腔或异形型材及多种材料复合型材[1-2]。目前,我国的铝合金建筑隔热型材(又称断桥铝型材)主要有穿条式和浇注式2 种[3]。穿条式隔热型材的市场占有率较大,这种型材中间为空腔,其隔热性能仍有较大的改善余地,并且该型材是铝合金和隔热条经过机械滚压组合而成,力学性能不够好。聚氨酯泡沫塑料具有优良的隔热性能、物理机械性能、声学性能、电学性能和耐化学性能[4]。本文开发了一种用聚氨酯低压发泡机向穿条式断桥铝型材中间浇注聚氨酯的方法,通过试验研究了相关工艺参数对发泡效果的影响,并对填充聚氨酯后的断桥铝型材的性能进行了分析评价。
1 试 验
1.1 试验原材料
(1)聚氨酯发泡原料
由于型材最长可达6 m,中间孔孔径只有1~4 cm,因此对聚氨酯发泡原料有如下特殊要求:流动性好、自由发泡密度小、起发时间较长、反应推动力大等。
聚氨酯发泡料选用工业级硬质聚氨酯保温泡沫原料。采用山东东大聚合物股份有限公司生产的黑、白组合料。白料主要成分如下:①多元醇:高官能度、高羧值聚醚多元醇;②发泡剂:一氟二氯乙烷(HCFC-141b);③催化剂:叔胺类催化剂;④匀泡剂:有机硅表面活性剂,俗称硅油。黑料主要成分为粗MDI,即多亚甲基多苯基多异氰酸酯。发泡时黑、白料的用量比例为1∶1。
(2)断桥铝型材
采用山东巨利铝业有限公司生产的断桥铝型材,型材型号为JL-GR6303B、JL-GR5021。
1.2 主要试验仪器设备
PUD3-60 型聚氨酯低压发泡机,常州良滕聚氨酯有限公司生产;202-00AS 型恒温干燥箱,龙口市电炉制造厂生产;隔热型材剪切强度试验机;数字测温仪;电子天平(精度为1 g)。
1.3 聚氨酯原料自由发泡性能测试
环境温度为15 ℃,设定发泡机注料速度为30 g/s,黑、白料液循环压力均为0.1 MPa。用低压发泡机向量杯内浇注聚氨酯发泡原料,放置到恒温箱中,测试其自由发泡性能。此原料在以上条件下的发泡性能参数见表1。
表1 聚氨酯原料的性能参数
1.4 制备方法
采用聚氨酯低压发泡机向型材孔内浇注聚氨酯进行发泡。在发泡机原有注射头上连接1个长为10 cm 水平方向的注射头,采用螺纹连接。设定发泡机的注料速度为30 g/s,黑、白料液循环压力均为0.1 MPa。
用电子天平称得断桥铝型材的质量,并计算出其内孔的体积,在型材两端涂抹脱模剂。将穿条式隔热型材倾斜放置,与水平面的倾斜角度约10°,把发泡机注射头伸进型材较高的一端约5~8 cm,按照设定的时间开始浇注聚氨酯组合料;注料完毕后,将型材注料端放低,用橡胶块封堵注料端,另一端抬高但不封堵,将型材约10°倾斜放置(与注料时相反)。观察发泡过程。
待聚氨酯在型材中完全熟化后,清理型材两头余料,称量型材的质量,计算出型材中聚氨酯的密度。截开型材中间,观察聚氨酯的发泡效果。
改变型材温度、原料温度、型材长度等工艺参数,按照上述方法进行试验。
2 试验结果分析
2.1 型材温度对发泡效果的影响
试验时,环境温度为15 ℃,原料温度为25 ℃。采用JLGR6303B 型材,长度为6 m。图1 为型材温度与芯材泡沫密度的关系曲线。
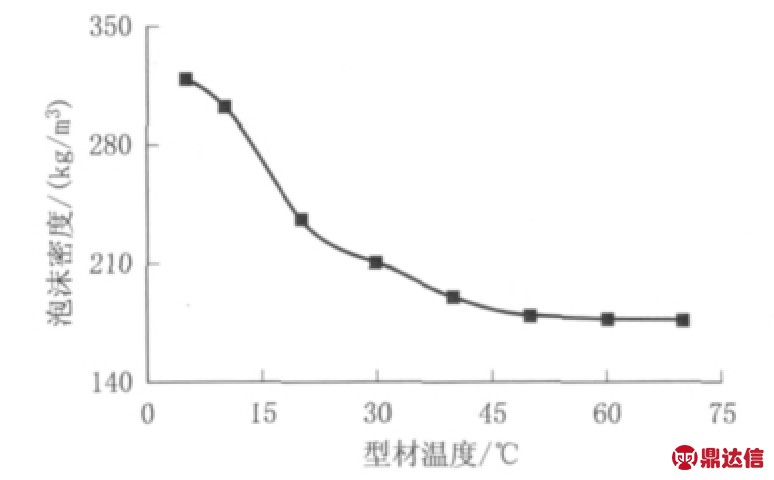
图1 型材温度与芯材泡沫密度的关系曲线
由图1 可见,随着型材温度的升高,泡沫密度逐渐降低,当型材温度超过50 ℃后,泡沫密度降低的趋势变缓。型材温度为40~50 ℃时,发泡效果最好。型材温度越高,原料起发时间越短,发泡速度越快。型材温度低于20 ℃时,泡沫密度大,颜色深,泡沫不均匀,这主要是由于热传导散失了过多热量,部分原料未能发泡。当型材温度超过50 ℃后,泡沫的泡孔结构粗糙,会出现空泡、烧心等现象,泡沫的强度降低。图2 为不同型材温度时,发泡后型材的截面图。
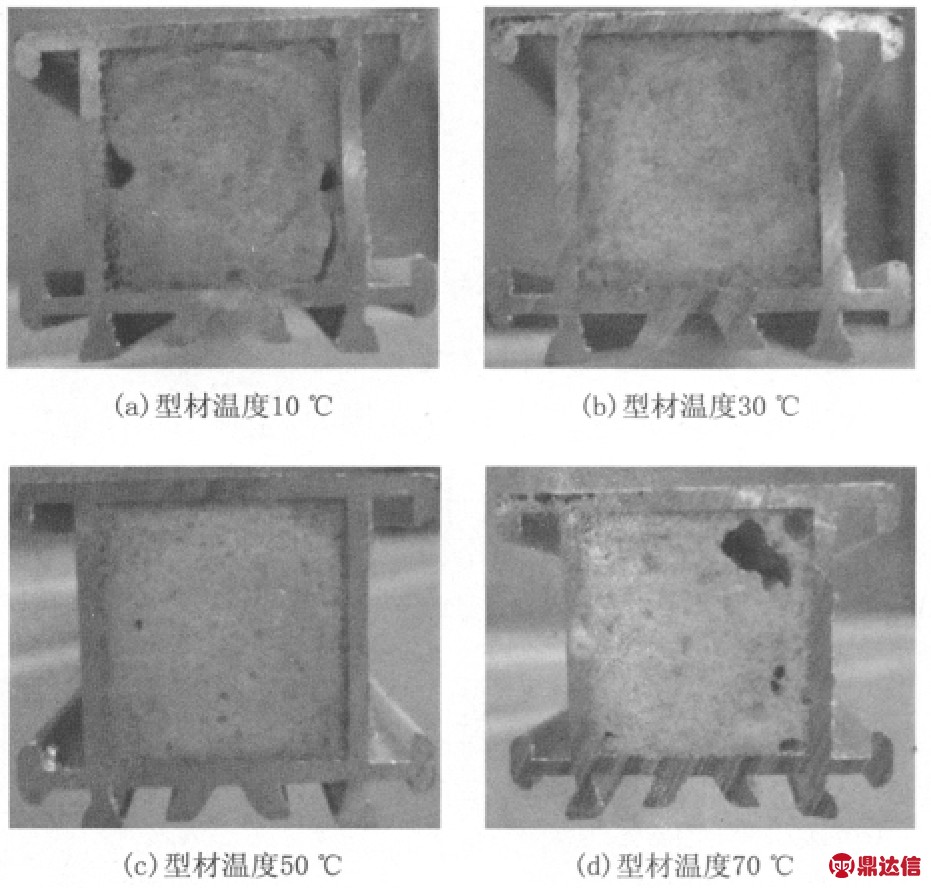
图2 聚氨酯发泡后型材的截面
2.2 原料温度对发泡效果的影响
试验时,环境温度为15 ℃,型材温度为15 ℃。采用JLGR6303B 型材,长度为6 m。试验得到的原料温度与芯材泡沫密度的关系曲线见图3。
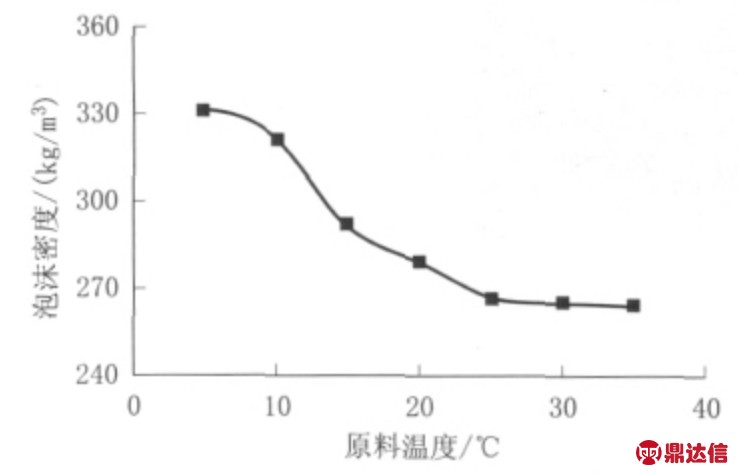
图3 原料温度与芯材泡沫密度的关系曲线
由图3 可见,随着原料温度的升高,芯材泡沫的密度逐渐降低。当原料温度为25 ℃左右时,发泡效果最好,泡孔大小相近且分布均匀;当原料温度过低时,混合效果不好,部分原料会粘结在型材内表面,形成一层结皮,不再发泡。由于所用发泡剂(HCFC-141b)的沸点为32 ℃,当原料温度超过32 ℃时,发泡剂会提前蒸发,发泡效果也不好,会有空泡出现。
2.3 型材长度对发泡效果的影响
试验时,环境温度和型材温度为15 ℃,原料温度为25 ℃。选取JL-GR6303B 型材。在长度分别为1、2、3、4、5、6 m 的型材内进行发泡试验。型材长度与芯材泡沫密度的关系见图4。
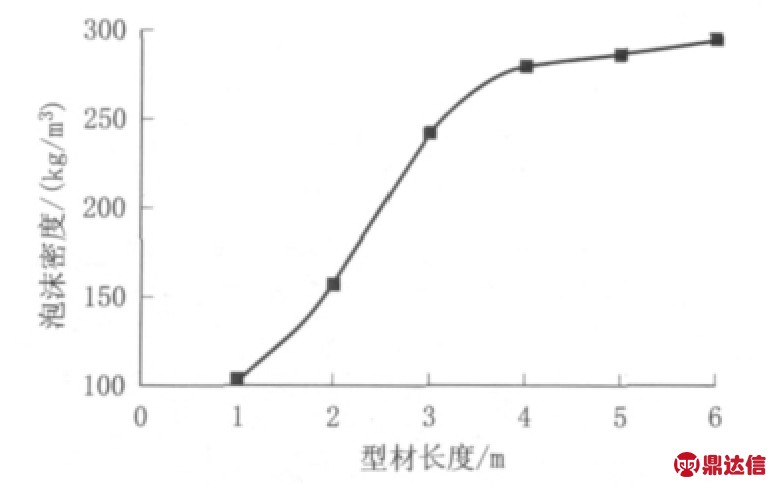
图4 型材长度与芯材泡沫密度的关系曲线
由图4 可见,型材越长,发泡后泡沫的密度越大,型材长度超过4 m 时,增大趋势变缓。这是因为,型材的长度越长,聚氨酯发泡过程中的阻力越大,发泡过程中散失的热量也越多。从图5 所示的不同型材截面的发泡效果也可以看出,型材越长,原料混合效果越不均匀,发泡效果越差。
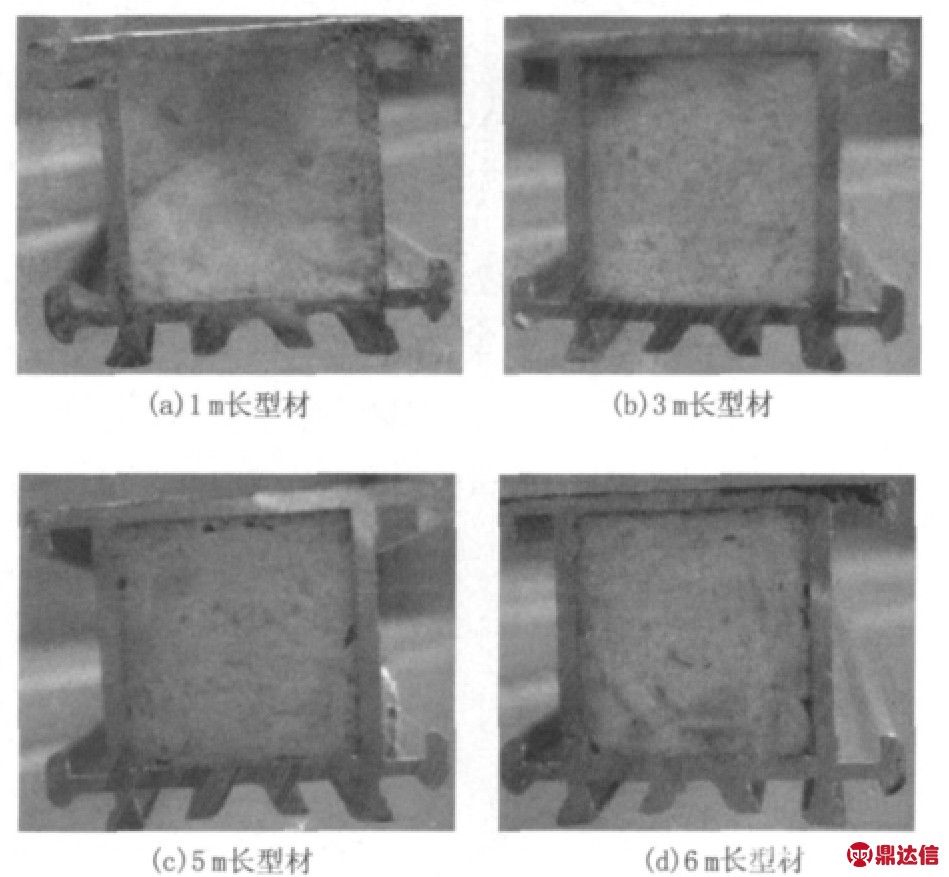
图5 不同长度型材截面的发泡效果
2.4 型材放置角度对发泡效果的影响
试验时,型材温度为15 ℃,环境温度为15 ℃,原料温度为25 ℃。通过改变聚氨酯发泡时型材的放置角度,研究聚氨酯泡沫的发泡效果。图6 为当型材注料端放低并封堵,另一端抬高不封堵时,2 种不同放置角度型材截面的发泡效果。
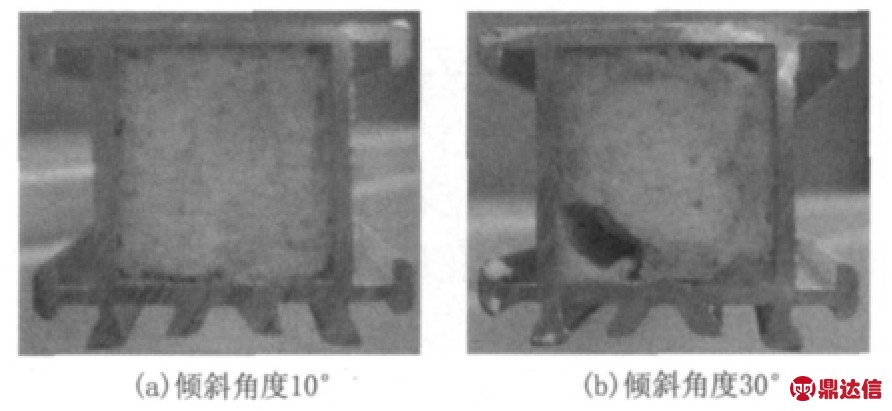
图6 不同放置角度时型材截面的发泡效果
由图6 可见,型材倾斜角度为10°时发泡效果较好[图6(a)所示],型材不同位置的泡沫密度差距较小,比较均匀,空泡较少。而当型材倾斜角度为30°时,由于料液受重力的影响较大,泡沫密度较高[见图6(b)],型材内部不同位置的发泡密度差异很大,较低一端内的泡沫密度很大。当型材水平放置时,型材内空泡较多,这是由于型材内不同位置的料液发泡不同步,排气困难所致。
3 型材的性能分析
以型号JL-GR5021 的穿条式断桥铝型材为例进行研究,其截面尺寸及实物如图7 所示。型材铝合金的壁厚为2 mm,隔热条厚度为2 mm,3个孔中的填充物为用前述方法填充的硬质聚氨酯泡沫,泡沫密度为280 kg/m3。
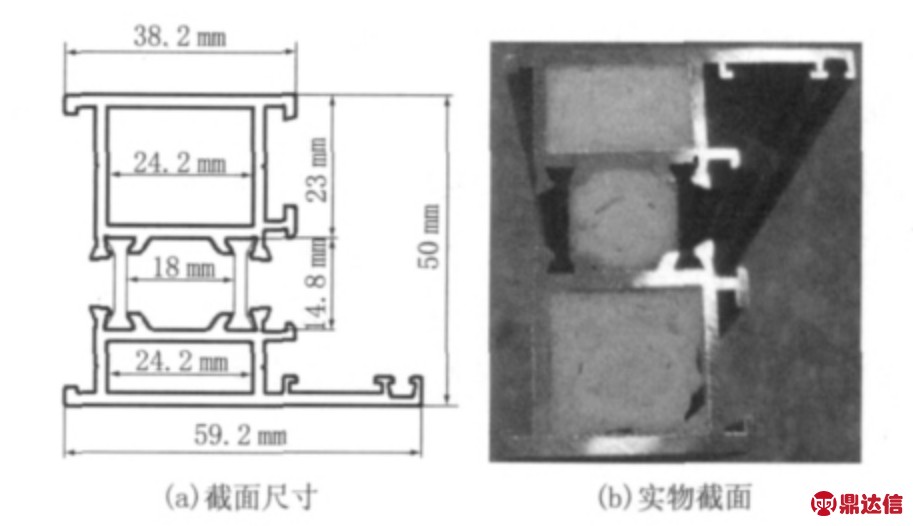
图7 穿条式隔热型材截面
3.1 隔热性能分析
铝合金的导热系数为203 W/(m·K),隔热尼龙条的导热系数为0.3 W/(m·K),聚氨酯泡沫的导热系数为0.03 W/(m·K)。穿条式断桥铝型材的传热阻是每个型腔室的平均传热阻与铝合金传热阻之和,而每个型腔室的平均传热阻是由腔室传热阻与腔室中材料传热阻之和组成,按照文献[5]的计算方法计算型材的热阻。
经计算得知,未填充聚氨酯泡沫时,型材的热阻为0.115 m2·K/W;填充聚氨酯泡沫后,型材的热阻为0.188 m2·K/W,比填充前提高了63.47%,其隔热性能有了很大的改善。
3.2 力学性能分析
纵向抗剪强度是评价穿条式断桥铝型材力学性能的重要指标,按JG/T 175—2005《建筑用隔热铝合金型材》规定的方法进行测试。结果表明,未填充聚氨酯时,断桥铝型材的纵向抗剪强度为32.85 N/mm;填充聚氨酯后,断桥铝型材纵向抗剪强度为40.55 N/mm,比填充前提高了23.44%。
4 结 语
(1)本文提出的方法实现了在6 m 长断桥铝型材内完成一次性填充硬质聚氨酯泡沫的目的,采用该方法的聚氨酯在型材内发泡效果良好。
(2)当型材温度为40~50 ℃时,型材内聚氨酯发泡效果较好。型材温度过低时,泡沫的密度太高;型材温度过高时,泡沫的泡孔结构粗糙,出现空泡、烧心等现象。
(3)当原料温度为25 ℃时,型材内聚氨酯发泡效果较好。随着原料温度的升高,型材内聚氨酯泡沫的密度逐渐降低。
(4)随着型材长度的增加,芯材泡沫密度逐渐增大。型材倾斜角度为10°时,发泡效果最佳。
(5)填充聚氨酯泡沫后,断桥铝型材的隔热性能与力学性能有较大改善,型材热阻增大了63.47%,纵向抗剪强度增大了23.44%。


