
【摘要】介绍了球罐全位置自动焊接评审试验过程、试验结果、评审结论及工程实际应用情况。采用该工艺,焊工劳动强度低,焊接效率比焊条电弧焊高,焊接接头质量好,能够达到降本增效的目的,具有良好的经济效益和社会效益。通过项目应用实例证明,球罐全位置自动焊具有良好的推广前景。
关键词:球罐;全位置;自动焊;评审试验;应用
目前国内球罐均采用焊条电弧焊进行焊接,焊工劳动强度大,环境恶劣,焊接成本较高。为此,我公司牵头组织了球罐全位置自动焊接系统的开发,并负责球罐全位置自动焊接评审试验,合肥某机械研究院根据球罐施焊特点提供全面技术支持及第三方见证。
1.开发目标
(1)采用混合气体保护自动焊工艺,焊枪模仿人工操作,实现“钟摆式”焊接,X形坡口焊缝两侧熔合能力强。
(2)球罐的平、横、立、仰四个位置焊接全面实现自动化,焊接小车、操控系统、行走轨道的设计要便于操作,尤其在仰焊位置小车行走要稳定。
2.评审试验
本次评审试验是针对连云港某球罐项目,因此对母材、焊材以及焊接技术均要求采用该项目《球罐现场组焊技术条件》。
(1)斜Y形坡口焊接冷裂纹试验 焊接试验条件如表1所示,结果如表2所示。从表可以看出,Q370R钢板在焊前预热70℃时,采用GCR-81Ni1MP金属粉芯焊丝,在80%Ar+20%CO2富氩气体保护下自动焊接,未发现任何冷裂纹。(2)GCR-81NI1MP焊丝自动化焊接热输入选择试验 仍然对40mm厚的Q370R钢进行焊接热输入系列试验。焊接试板预热温度为100℃,焊接试板按(590±15)℃×2.5h×2,按NB/T47014—2011规定在1/4T处制取焊缝金属的冲击试样,同时制取热影响区冲击试样作为参考,试验结果如图1、图2所示。
表1 焊接试验条件

表2 试验结果

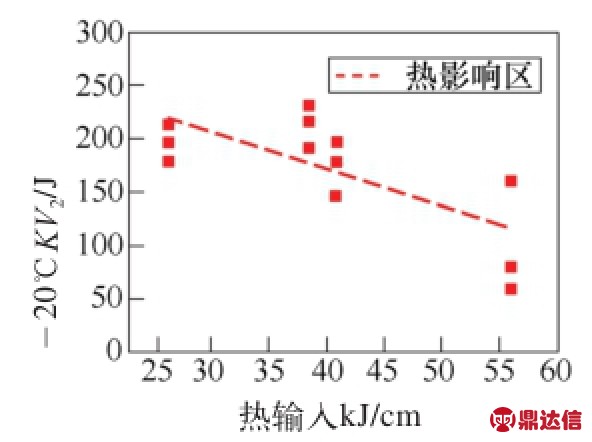
图2 热输入对热影响区KV2的影响
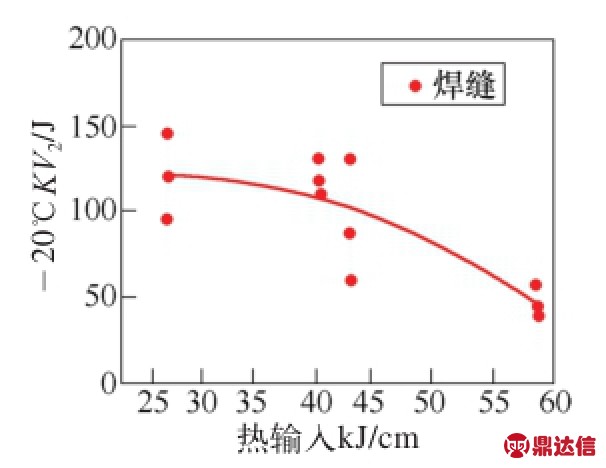
图1 焊接热输入对焊缝冲击韧性的影响
随着焊接热输入的增加,焊缝金属-20℃KV2降低,热输入达56kJ/cm时,焊缝金属-20℃KV2为50J,下降的幅度较大。因此Q370R钢制球罐采用GCR-81Ni1MP焊丝进行自动化焊接时,焊接热输入宜控制在40kJ/cm以下。
(3)球罐焊接工艺评定试验 按NB/T47014—2011《承压设备用焊接工艺评定》,因立焊位置焊接热输入最大,试验采用GCR-81Ni1MP对56mm厚的Q370R钢进行立焊位置的对接焊接工艺评定。焊后对试板进行(590±15)℃×2.5h二次焊后热处理,然后在试板上截取试样,分别进行焊接接头的拉伸试验、弯曲试验及焊缝金属和热影响区的-20℃冲击试验(冲击试样轴线位于1/4T处),试验结果如表3、表4所示。
从立焊位置焊接工艺评定结果可看出,在同样的焊接位置下,金属粉芯MAG焊的焊接热输入相比焊条电弧焊要小得多,焊缝金属-20℃KV2高达107J,与《球罐现场组焊技术条件》要求相比有较大富裕量。
(4)焊缝金属系列温度冲击试验 焊接试板的制备、检验参照NB/T 47014—2011《承压设备焊接工艺评定》执行。试板采用56mm厚的Q370R钢板对接,在立焊位置施焊,预热温度为100℃,层间温度控制在200℃以下,试板焊后进行(590±15)℃×2.5h的二次SR处理。冲击试样在位于1/4T板厚处取样,取样处最大焊接热输入为46kJ/cm,试验结果如表5、表6、图3、图4所示。
由图可见,焊缝金属韧性断裂与脆性断裂过渡比较平缓,表明焊缝金属不易发生脆性断裂。由表中数据可看出,由不同判据评定的焊缝金属韧脆性转变温度均低于-37℃,说明该焊丝用于Q370R钢制球罐自动焊时,只要焊接热输入控制在适当的范围内,就有足够的韧性储备。
表3 Q370R+GCR-81Ni1MP 3G位置焊接接头拉伸及弯曲性能
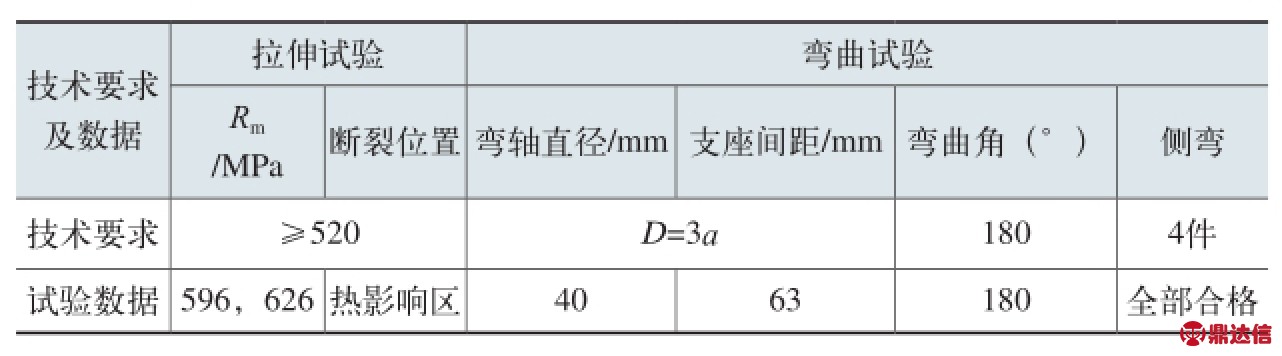
表4 Q370R+GCR-81Ni1MP 3G位置焊接接头冲击试验结果
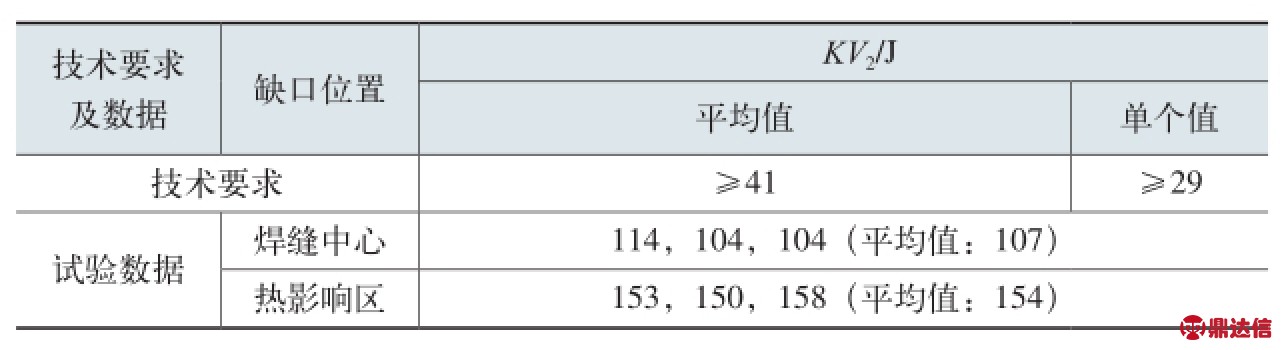
表5 焊缝金属系列冲击试验结果
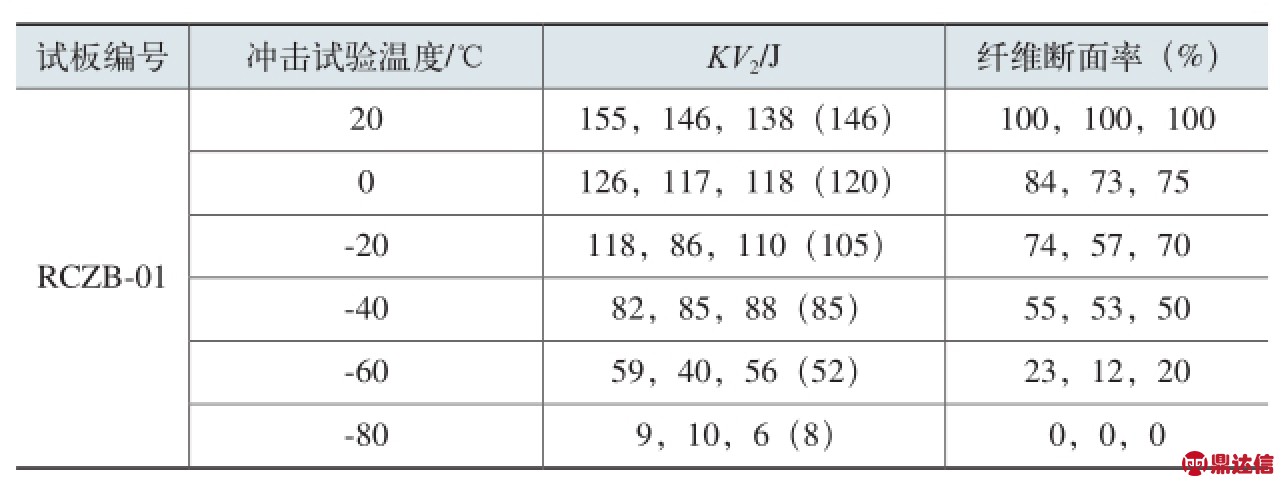
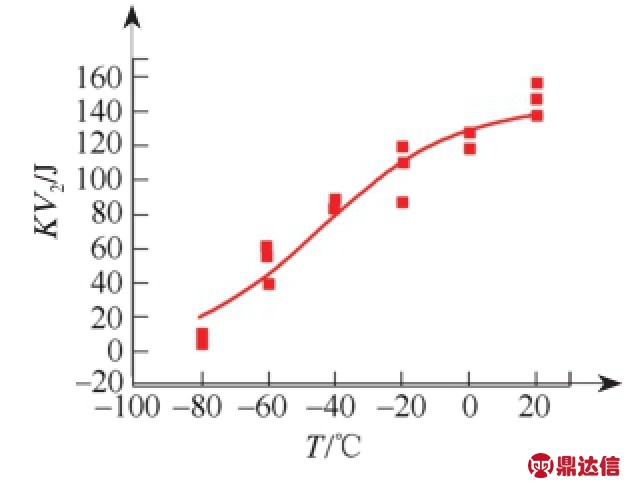
图3 焊缝金属KV2与温度的关系
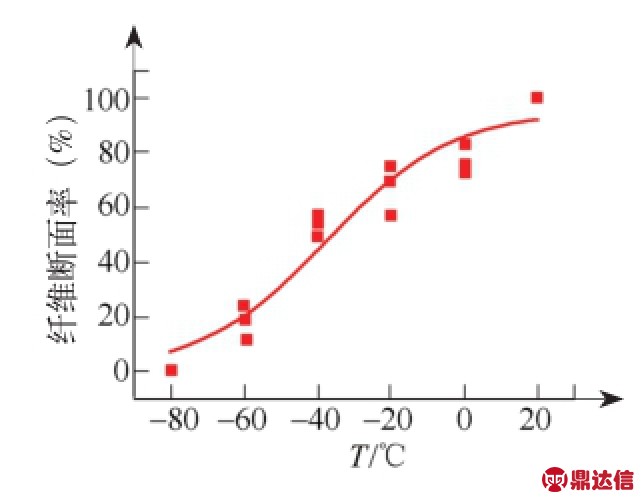
图4 焊缝金属纤维断面率与温度的关系
表6 焊缝金属的韧脆性转变温度
(5)焊缝落锤试验 本试验试板为立焊位置,并经(590±15)℃×2.5h二次焊后热处理后,制取落锤P2试样,试验结果如表7所示。经(590±15)℃×2.5h二次焊后热处理后,立焊位置的焊缝金属的NDT温度为-55℃,说明焊缝金属止裂能力较强。
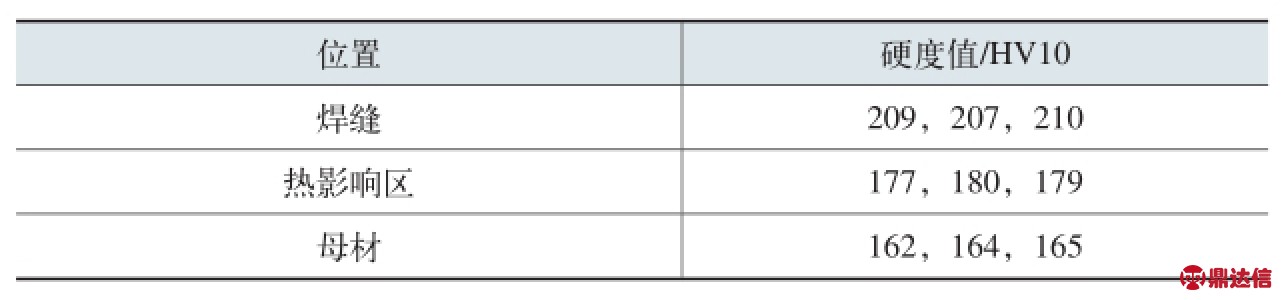
(6)焊缝金属的金相组织及硬度 试验结果如图5、表8所示。
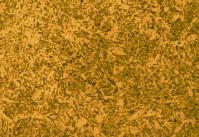
图5 近表层 200×焊缝金属组织:铁素体+少量贝氏体
3.试验结论
(1)GCR-81NI1MP 焊丝自动焊焊缝金属在最大焊接热输入为56kJ/cm时,焊缝金属的低温韧性仍可满足《球罐现场组焊技术条件》要求,但现场焊接热输入最好控制在40kJ/cm以下。
(2)采用GCR-81Ni1MP 焊丝自动焊对Q370R钢制球罐进行立焊位置的焊接工艺评定,经(590±15)℃×2.5h二次焊后热处理,焊接接头的性能完全满足NB/T47014—2011和《球罐现场组焊技术条件》要求。
(3)立焊位置的焊缝金属系列冲击试验结果表明:由不同判据评定,韧脆性转变温度均低于-37℃,韧性断裂与脆性断裂过渡比较平缓。
(4)立焊位置的焊缝金属NDT温度为-55℃,焊缝金属止裂性能较好。
(5)焊缝金属的组织为针状铁素体+少量贝氏体,低温冲击韧性优良。
表7 焊缝金属落锤试验结果

表8 焊接接头的硬度
4.评审结论
2014年12月18日,中国机械工程学会压力容器分会在南京组织召开了“球罐全位置自动焊接技术开发”评审会,评审意见如下:
(1)试验结果表明,采用金属粉芯焊丝GCR-81Ni1MP,脉冲电源进行全位置自动焊接,焊缝成形良好,抗冷裂性好,其韧性转变温度、冲击韧性与Q370R相匹配。
(2)焊工施焊时劳动强度低,改善了焊工劳动环境,焊丝的利用率、焊接效率比焊条电弧焊高,能够降本增效,提高焊接接头质量,具有良好的经济效益和社会效益,可应用于实际工程。
5.工程应用
2015年3月,球罐自动焊技术在连云港某项目空压站400m3压缩空气球罐中成功应用,该球罐设计压力3.85MPa,材质为Q370R,壁厚50mm,φ9200mm,总重110t。本项目球罐真正实现了全位置自动焊焊接,这在行业内属于首次。焊缝延长201m,焊接采用TOFD技术检测,焊接一次合格率99.3%,球罐气体保护全位置自动焊接施工工效为传统焊条电弧焊的2.7倍。具有合格率高、焊缝成形美观等优点,为球罐自动焊技术的应用和推广奠定了基础


