
摘要:某钻井队在河流穿越施工过程中,先后出现几起钻杆接头螺纹粘扣事故。为了查明此次事故产生的原因,对钻杆接头螺纹宏观形貌、化学成分、接头材料的力学性能、金相组织进行全面的分析。结果表明:此次螺纹接头材质、材料的力学性能均符合标准要求,井队在接立柱过程中,立柱中心轴线与入井钻杆轴线不同心,在螺纹旋合过程中发生错扣是导致接头螺纹粘扣的主要原因。根据失效原因提出了相应改进措施和建议。
关键词:接头;螺纹粘扣;失效分析
2013-01,某油田钻井队在河流穿越作业过程中,连续发生多起6 FH双台肩钻杆接头螺纹粘扣事故,其中3~4起粘扣比较严重,其余几起存在轻微粘扣现象,给油田造成较大的经济损失。为了查明接头螺纹粘扣的原因,避免类似事故的再次发生,笔者在事故现场调查后对发生粘扣接头螺纹进行失效分析,最后根据事故原因提出了相应的改进措施和建议。
FH双台肩钻杆接头螺纹粘扣事故,其中3~4起粘扣比较严重,其余几起存在轻微粘扣现象,给油田造成较大的经济损失。为了查明接头螺纹粘扣的原因,避免类似事故的再次发生,笔者在事故现场调查后对发生粘扣接头螺纹进行失效分析,最后根据事故原因提出了相应的改进措施和建议。
1 事故调查及样品信息
根据提供的资料显示,该井为定向穿越井,根据SY/T4079—1995[1]的有关规定:一般穿越井的入土角α控制在9°~12°之间,出土角β控制在4°~8°之间为宜,曲率半径以1 500D为宜(D为穿越管段外径),穿越管段在入土点之后20 m内应为直线段。穿越管道布置如图1所示。其中,入土角可以控制穿越的长度和深度,根据此次穿越河流的实际深度和宽度,设计穿越井的入土角约为10°。
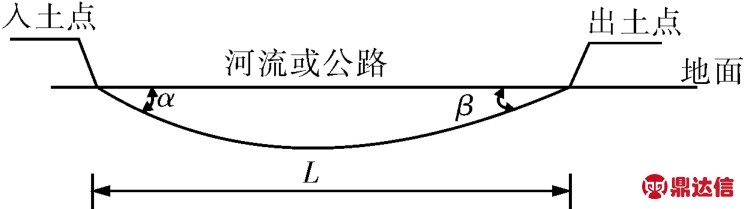
图1 穿越管道布置示意
用于穿越施工的钻杆为某单位与某油田共同研制生产的非标钻杆,其中:管体规格为ø193.7 mm(7 英寸),管体壁厚为ø10.92 mm(0.43英寸),钢级为S135,加厚形式为内外加厚(IEU);接头为6
英寸),管体壁厚为ø10.92 mm(0.43英寸),钢级为S135,加厚形式为内外加厚(IEU);接头为6 FH 双台肩接头,外径为ø215.9 mm(8
FH 双台肩接头,外径为ø215.9 mm(8 英寸),内径为ø101.6 mm(4英寸),材料为37Cr Mn Mo。
英寸),内径为ø101.6 mm(4英寸),材料为37Cr Mn Mo。
2 测试与分析
2.1 断口宏观形貌分析
送检的外螺纹接头粘扣宏观形貌如图2~3所示,接头粘扣严重,其中在距密封面0~22 mm(大端第1~2扣)范围基本完好,镀铜层清晰可见;在距密封面22~41 mm(大端第3~5扣)范围内,已经完全看不见螺纹轮廓,具有错扣特征;外螺纹密封端面镀铜层完好,未见磨损,如图4;在41~53 mm(大端第6~8扣)范围内,虽略能分辨出螺纹的轮廓,但螺纹齿顶已严重磨损;在53~125 mm(距大端第9扣以后)范围的螺纹已经被磨平,无法看到螺纹的整体轮廓,螺纹粘扣局部形貌如图5。
经测量,副台肩到主台肩的距离、大钳外径、倒角直径、钳长、螺纹小端外径、螺纹小端内孔以及螺纹大端外径等接头尺寸均符合技术协议书规定的相关技术参数。

图2 失效样品宏观形貌

图3 粘扣螺纹形貌
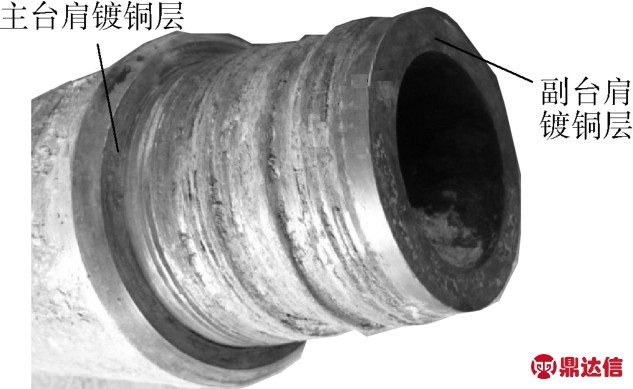
图4 密封端面局部形貌

图5 螺纹粘扣局部形貌
2.2 材质成分分析
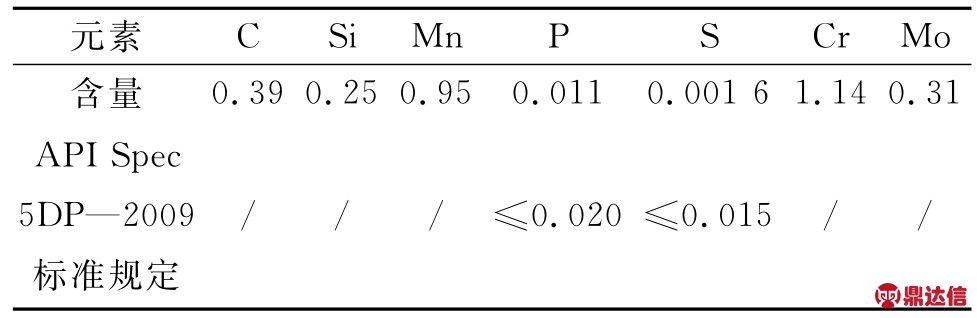
采用直读光谱仪对发生粘扣的钻杆接头化学成分进行分析,分析结果如表3。结果表明,该钻杆接头的化学成分符合 API Spec 5DP—2009[2]标准要求。
表1 化学成分分析结果 w B%
2.3 拉伸性能
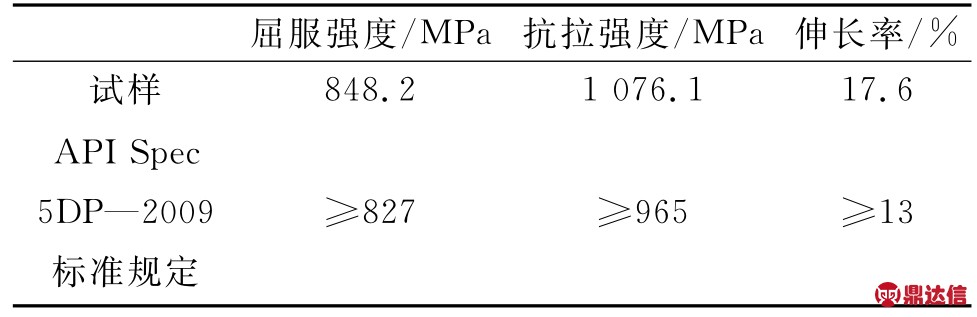
按照API Spec 5DP—2009标准,沿接头纵向取标距为50 mm,直径为ø12.5 mm圆棒试样,按照ASTM A370—2002标准进行机械性能试验,测定抗拉强度、屈服强度和延伸率。试验结果如表2。结果表明,钻杆接头拉伸性能符合API Spec 5DP—2009标准。
表2 拉伸试验结果
2.4 冲击韧性
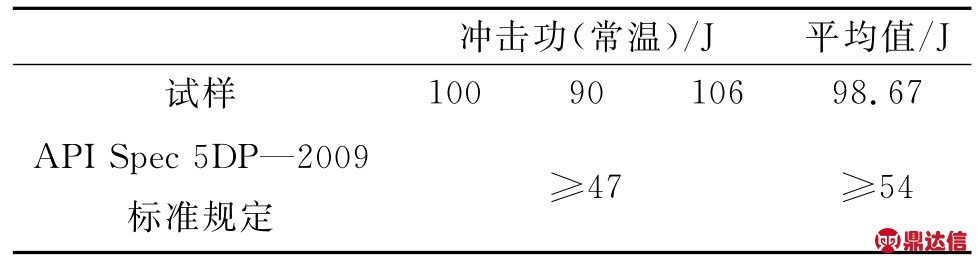
按照API Spec 5DP—2009标准,从失效钻杆接头上取夏比V形缺口冲击试样(10 mm×10 mm×55 mm),按照ASTM A370—2002标准进行冲击韧性试验,试验结果如表3。结果表明,接头冲击韧性满足API Spec 5DP—2009标准要求。
表3 夏比冲击试验结果
2.5 硬度试验
按照API Spec 5DP—2009标准,对失效钻杆接头进行表面布氏硬度试验。试验结果如表4。结果表明,外螺纹接头表面硬度符合API Spec 5DP—2009标准要求。
表4 布氏硬度试验结果 HB
2.6 金相检查与分析
在发生严重粘扣的部位取样,按照 GB/T 13298—1991标准对其表层粘扣处、螺纹牙底以及心部进行金相显微组织分析,其金相组织如图6~8所示。
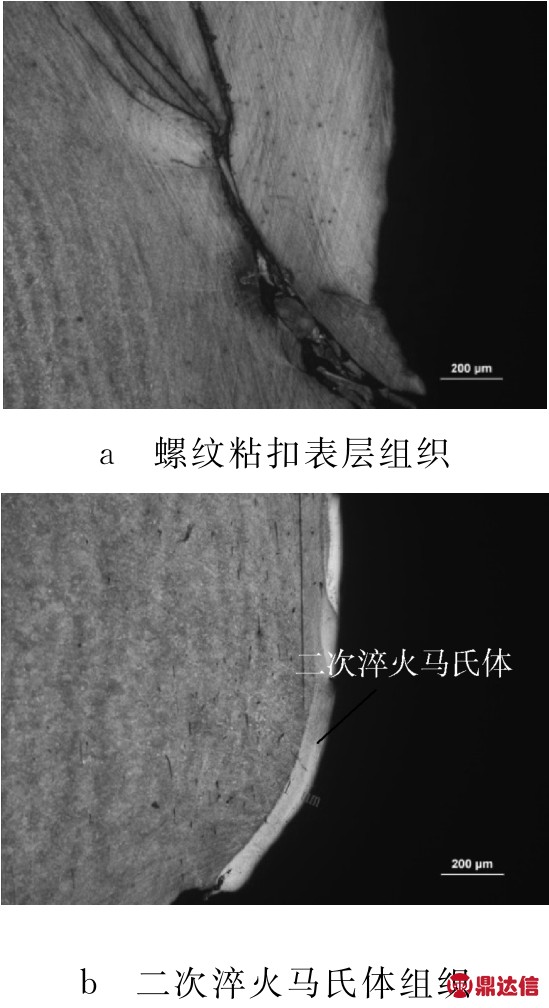
图6 接头粘扣表层金相组织(100×)

图7 螺纹牙底金相组织(100×)
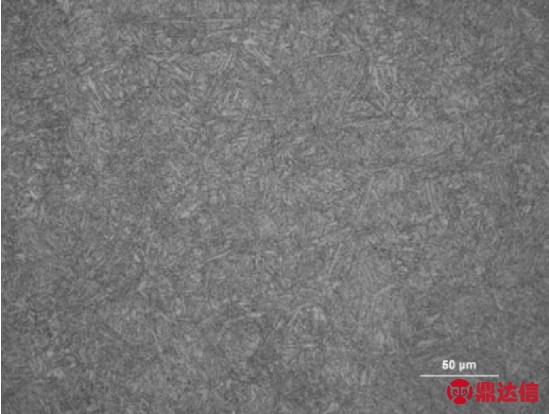
图8 接头的心部金相组织(500×)
由图6可以看出:螺纹粘扣严重的表层材料变形量大,局部粘扣剥落的金属已经嵌入到材料内部;且在最外表面形成了1层二次淬火马氏体组织的白亮层硬脆相[3],其厚度约为0.08 mm,在白亮层底下则为回火索氏体。由图7可知:螺纹牙齿表面的镀铜层被挤压至材料内部,末端呈鸡爪状。由图8可知,该接头的心部组织为回火索氏体。
为了进一步确定接头粘扣处白亮层组织,通过显微硬度试验,测得表层白亮组织的硬度值为710 HV,而心部组织的硬度为328 HV,可进一步判定白亮层为二次淬火马氏体组织。图9为白亮层组织及心部组织处的显微压痕形貌。

图9 显微压痕形貌
3 综合分析
1) 从接头螺纹粘扣的宏观形貌可知:公接头大端第1~2扣螺纹基本完好,镀铜层清晰可见,具有错扣特征;第3~5扣不仅存在毛刺,而且已经完全看不到螺纹轮廓;第6~8扣范围内,螺纹齿顶严重受损,略能分辨螺纹轮廓;第9扣以后螺纹几乎完全被磨平,主、副台肩处镀铜层清晰可见,未见磨损,说明螺纹未旋合到位就已经发生粘扣,排除了上扣转矩过大造成粘扣这一原因。
2) 由金相分析结果可知:粘扣严重螺纹表面形变较大,基本看不出螺纹的齿形轮廓,在最外表面还存在厚度约为0.08 mm的二次淬火马氏体。根据螺纹粘扣接头的材质分析,要使接头材料奥氏体化并冷却形成马氏体,需要局部温度达到800℃以上。粘扣接头螺纹表面除前2牙外,其余牙齿几乎全部被磨平,说明在接头螺纹表面形成了很高的接触压力,而且只有在高温下才能发生组织转变,推测螺纹表面形成1层二次淬火马氏体是高接触应力、高温和快速加载等共同作用的结果。根据上述形貌,推测错扣是造成的接头粘扣的主要原因。
3) 该接头是在穿越施工中发生粘扣的,穿越作业与常规钻井作业不同之处在于,常规井钻井作业在接立柱时,立柱轴线与入井钻杆轴线之间的角度为零,井口与井中钻杆相对容易对中。而在穿越作业中,钻杆的入土角α存在一定的角度(约为10°),在上扣接单根时,钻杆与相邻钻杆较难对正,容易出现同轴度偏差。若在接钻杆过程中,接入的单根与相邻钻杆轴线不对中,即同轴度存在偏差,在旋扣时引起螺纹摆动,外螺纹接头不容易与内螺纹啮合,内外螺纹发生接触干涉,没有正常啮合的螺纹在高速旋扣过程中开始攻扣,很容易发生粘扣[3]。因此,在采用大钳进行上扣时,上扣速度[4],特别是开始引扣时的转速应尽量放慢,尤其在穿越井中,应该按照相关操作规定,合理控制大钳的上扣速度,避免由于转速过快导致偏扣或错扣。
综上所述可以推测出:在管道穿越施工上扣过程中,钻杆与相邻钻杆轴线不容易对中而出现同轴度偏差,在旋扣时引起螺纹摆动,外螺纹接头上扣时不容易与内螺纹啮合,内外螺纹发生接触干涉,没有正常啮合的螺纹在高速旋合过程中开始攻扣、错扣,最终导致此次接头螺纹粘扣。
4 结论与建议
1) 钻杆接头力学性能、化学成分均符合API Spec 5DP标准。
2) 在上扣过程中,接头螺纹产生错扣,是造成此次钻杆接头螺纹粘扣的主要原因。
3) 建议在上扣前清洗螺纹处的钻井液,并均匀涂抹螺纹脂。
4) 在对扣、上扣作业过程中,应尽量保证钻杆轴线对正,并合理地控制引扣、上扣速度,避免错扣事故的再次发生。


