
摘 要:基于热弹塑性耦合分析理论,采用有限元数值模拟的方法,分析了特高压钢管塔插接环焊法兰节点的焊接热效应影响。结果表明,采用有限单元法分析焊接非线性热传导问题是适宜的;焊接的高温融熔作用将导致材料不可逆的塑性变形,冷却后在焊缝附近出现颈缩现象,钢材脆性增加;受焊缝及其附近区域温度场的影响,构件冷却后在焊缝附近形成焊接残余应力影响区;根据1 500 ℃焊接温度,30 ℃常温边界的Q345 钢材计算结果,最大轴向残余应力达设计屈服强度(345 MPa)的44%,深度影响区约为4 倍焊角尺寸的范围。
关键词:输电;钢管塔;法兰;焊接热效应;有限元
0 引 言
对特高压输电工程而言,钢管塔经济优势明显,但其节点连接设计相对复杂。由于钢管的法兰连接具有外形简洁美观、制作与安装方便的优点,在特高压输电线路工程中获得大量应用,如1 000 kV“皖电东送”输变电工程全线主要采用法兰节点连接的钢管塔[1]。因此,目前钢管塔的法兰节点连接问题已成为特高压输电行业一个十分活跃的研究领域。
国外在20世纪70年代已开始对法兰连接进行研究,并建成了500 kV 三柱式全钢管杆[2]。在计算理论、模型实验和设计方法方面取得了一系列研究成果[3-5]。国内对法兰连接的研究相对较晚,理论研究在化工行业和航空航天领域较多[6],近年来由于特高压工程建设的需要,许多学者进一步丰富了法兰连接的计算理论和数值分析成果[7]。试验方面,薛伟辰[8]、陈海波[9]和吴静等[10]结合大跨越和特高压输电线路工程开展了无加劲柔性法兰原型试验研究。设计方法方面,DL/T 5154—2002《架空送电线路杆塔结构设计技术规定》,规定了圆管无加劲和有加劲法兰连接的螺栓个数和法兰板厚的计算公式。
可以看出,国内外关于法兰节点的研究主要集中在理论分析、数值模拟和安全性验证试验方面。然而,对于焊接热效应对法兰节点的影响,较少有研究成果论及,GB 50017—2003《钢结构设计规范》和DL/T 5154—2002《架空送电线路杆塔结构设计技术规定》关于焊接构件的计算都没有考虑焊接热影响区。而相关研究表明[11-13],焊接热效应对构件承载力的影响不容忽视,在一定条件下可能成为构件破坏的决定因素。值得注意的是,在钢管塔(杆)的实际运用中已经发现有这种破坏现象,表现为法兰盘连接节点或者法兰盘焊缝附近的钢管,发生“齐口断裂”。如日本已建成的1 000 kV 特高压输电线路工程中出现了塔腿法兰节点附近钢管的脆性断裂(见图1),极有可能由焊接热效应诱发。因此开展钢管塔法兰节点的焊接热效应研究具有重要的理论意义和工程实用价值。
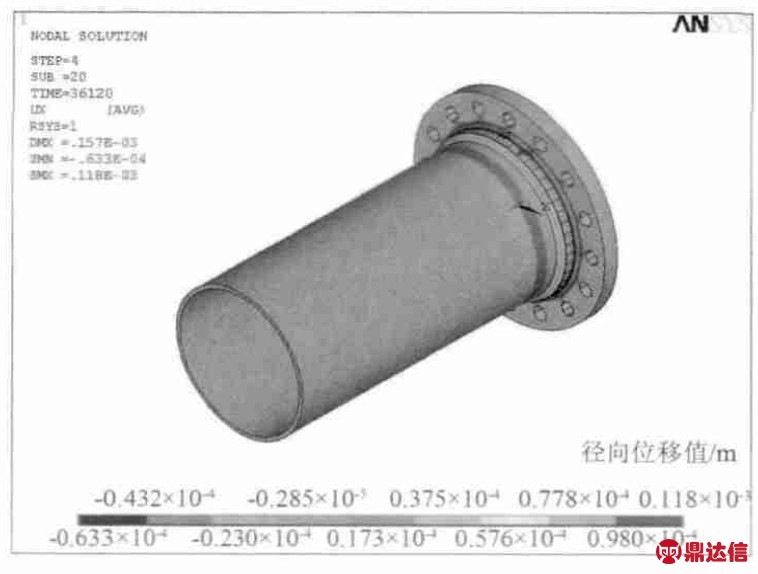
图1 钢管塔塔脚法兰节点齐口断裂
Fig.1 Circular fracture of frange joint in the foot of a steel tube tower
本文基于热弹塑性力学耦合分析理论,采用有限元数值模拟方法,对钢管塔法兰节点焊接热效应的影响区域进行研究,为电网建设的设计人员提供参考依据。
1 热弹塑性耦合分析理论
1.1 非线性热传导分析
焊接是局部迅速加热到高温,随后快速冷却的过程。随着热源的移动,焊件的温度随时间和空间剧烈变化,材料的热物理力学性能也随温度剧烈变化[12],同时还存在熔化和相变时的潜热现象。因此,焊接温度场分析属典型的非线性瞬态热传导问题,其控制方程为
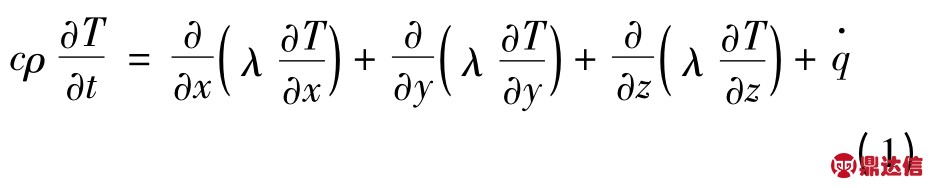
式中:c 为材料比热容;ρ 为材料密度;λ 为导热系数;T 为温度场分布函数;q·为内热源;t 为传热时间。这些参数中λ、ρ、c 都随温度变化。
从式(1)可以看出理论的解析过程十分复杂,目前对非线性热传导问题多采用有限元数值分析的方法,根据能量守恒原理,将瞬态热平衡以矩阵形式表示为
式中:C 为比热矩阵;T·为温度对时间的导数;K 为传导矩阵,包含热系数、对流系数及辐射和形状系数;T为节点温度向量;Q 为节点热流率向量,包括热生成。
1.2 热弹塑性耦合分析
热弹塑性问题是一个热力学问题,它是通过在焊接热循环过程中,一步步跟踪热应变行为来计算热应力和应变的,采用有限元计算方法,可以详细地掌握焊接变形和应力的产生及发展过程[11]。作为热力学系统的焊接材料,其自由能密度不仅与应变有关,而且还与温度有关。也就是说,力学平衡方程中有与温度有关的项。从能量上看,输入的热能在使焊接材料温度上升的同时,还由于结构的膨胀变形做功而消耗一部分。这时,在热传导平衡方程中,要增加与应力有关的项。严格地说,温度场与应力场是相互耦合的,不过这种耦合效果一般都很小。针对焊接的热弹塑性问题而言,应力场和温度场不做直接耦合是可以接受的。
1.2.1 计算假定
本文在对钢管法兰焊接点做热弹塑性分析时有如下几点假定:1)材料的屈服服从米赛斯(Von Mises)屈服准则;2)塑性区内的行为服从塑性流动准则和强化准则;3)弹性应变、塑性应变与温度应变是不可分的,采用顺序法计算;4)与温度有关的力学性能、应力应变在微小的时间增量内线性变化。
1.2.2 材料屈服准则
屈服准则可用一个能与单轴测试的屈服应力相比较的应力状态的标量表示。因此知道了应力状态和屈服准则,程序就能确定是否有塑性应变产生。在多轴应力状态下,屈服准则可以用式(3)来表示,即
式中:σe 为等效应力;fy 为屈服强度。当等效应力大于材料的屈服强度时,将产生塑性变形。本文采用Von Mises 屈服准则,其等效应力为

式中σ1 ,σ2 ,σ3 为3个主应力。
1.2.3 强化准则
本文计算为焊接问题,采用随动强化准则[14]。随动强化假定屈服面的大小保持不变而仅在屈服的方向上移动。
为了直观描述焊接过程中法兰节点的应力和变形,下面采用大型通用有限元软件ANSYS 对焊接过程进行数值模拟。
2 算例分析
2.1 计算模型和材料参数
1 000 kV 淮南—上海(“皖电东送”)输变电工程形成了钢管塔标准化设计文件,计算模型参考其中平焊带颈法兰配置表提供的FP2121 型法兰节点的参数,计算模型见图2,力学模型见图3,几何尺寸见表1。材料均取Q345 钢材,在法兰顶部和底部形成环形焊缝,本文计算中仅考虑顶部焊接的影响。采用间接法计算法兰焊接的热效应,先使用solid70 单元进行热传导分析,考虑焊接时间为120 s,环形焊条瞬时升温,冷却时间为36 000 s(10.0 h),考虑热分析的瞬态效应;再使用solid45 单元进行应力计算,将温度荷载考虑为体荷载施加到构件上,考虑结构分析的瞬态效应。
钢管、法兰和焊条选用相同的钢材,采用直角角焊缝单面连接,采用E50 型焊条,将法兰和钢管焊接在一起,有限元计算模型见图3。材料参数见表2,表2 中材料屈服强度基于屈立军、李国强等的研究成果[15-16],按0.5%残余应变的屈服强度取值,同时考虑瞬态热传导参数与稳态试验结果应有所区别,对屈服强度值进行了适当放大调整。
2.2 边界条件和初始条件
首先模拟焊接温度场,假设无对流和辐射,在模型的顶部和底部(法兰盘底部)施加30 ℃常温温度边界约束;仅考虑法兰顶部的焊条热效应,将焊条的初始温度设置为1 500 ℃,参数选取参考了张君彩等[17]的研究成果。
完成焊接热效应模拟后,进行焊接应力场计算,删除所有的温度边界,取法兰和钢管的参考温度均为30 ℃,在法兰底部施加全位移约束,将温度荷载考虑为体荷载施加到构件上,根据不同的加热和降温阶段采用了多个荷载步。
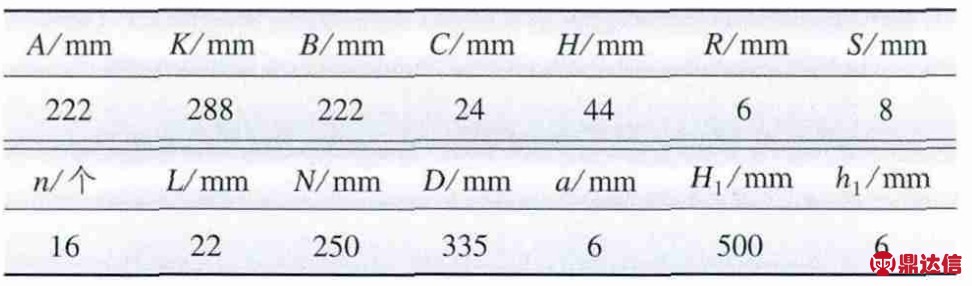
图2 计算模型
Fig.2 Calculation model
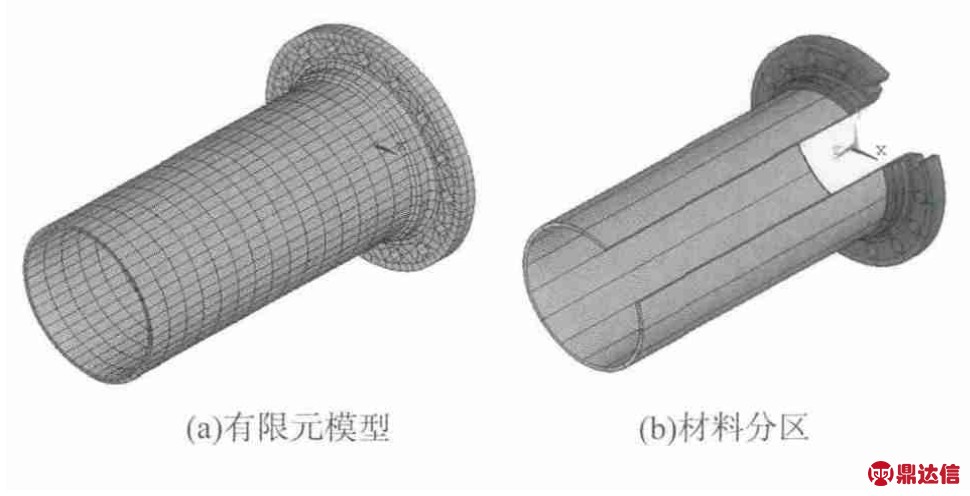
图3 有限元模型及材料分区
Fig.3 Finite element model and materials division
表1 环焊法兰模型几何尺寸
Tab.1 Geometric parameters of ring welding flange model
注:各字母含义参见图2。
表2 材料物理力学参数
Tab.2 Physical and mechanical parameters of materials
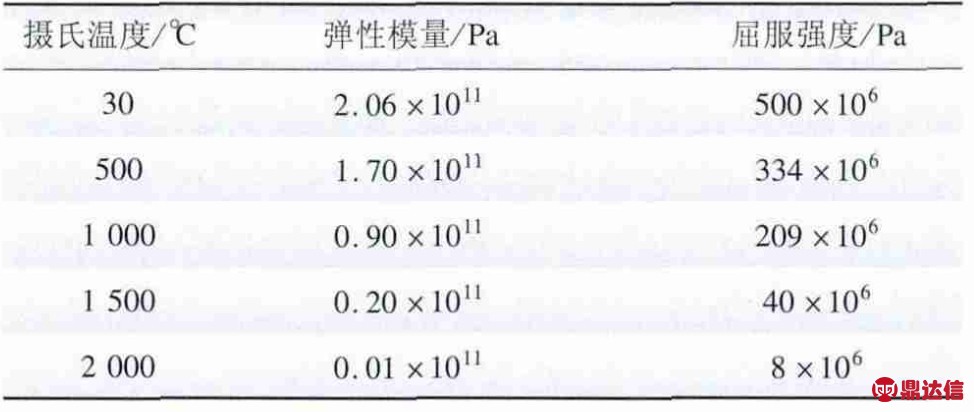
注:表中构件为钢管,法兰,焊料,材料为钢,泊松比为0.3,材料密度为7 800 kg/m3,传热系数为16.3 W/(m2·℃),线膨胀系数为1.06 ×10 -5J/℃,比热容为502 J/(kg·℃)。
2.3 焊接温度场计算结果
初始时刻采用0.001 s 建立焊缝快速升温温度场,焊接时间为120 s,冷却时间取为36 000 s(10.0 h),不同时刻构件的温度场分布见图4。
由图4 可知,随着时间的推移,焊接温度逐步降低,至120 s 时刻,最高温度降至388 ℃,温度变化梯度变缓,至36 120 s 时刻,最高温度降至30.7 ℃,基本达到温度边界水平。
2.4 焊接变形结果与分析
取出最后时刻(t=36 120 s)构件的径向变形,见图5。
从图5 可以看出,由于焊接作用的局部加热,钢管出现颈缩变形(表现为负位移圈),焊缝附近局部变形表现为径向膨胀;焊接效应的影响主要集中在焊缝附近,因此焊缝附近的钢材脆性增加。
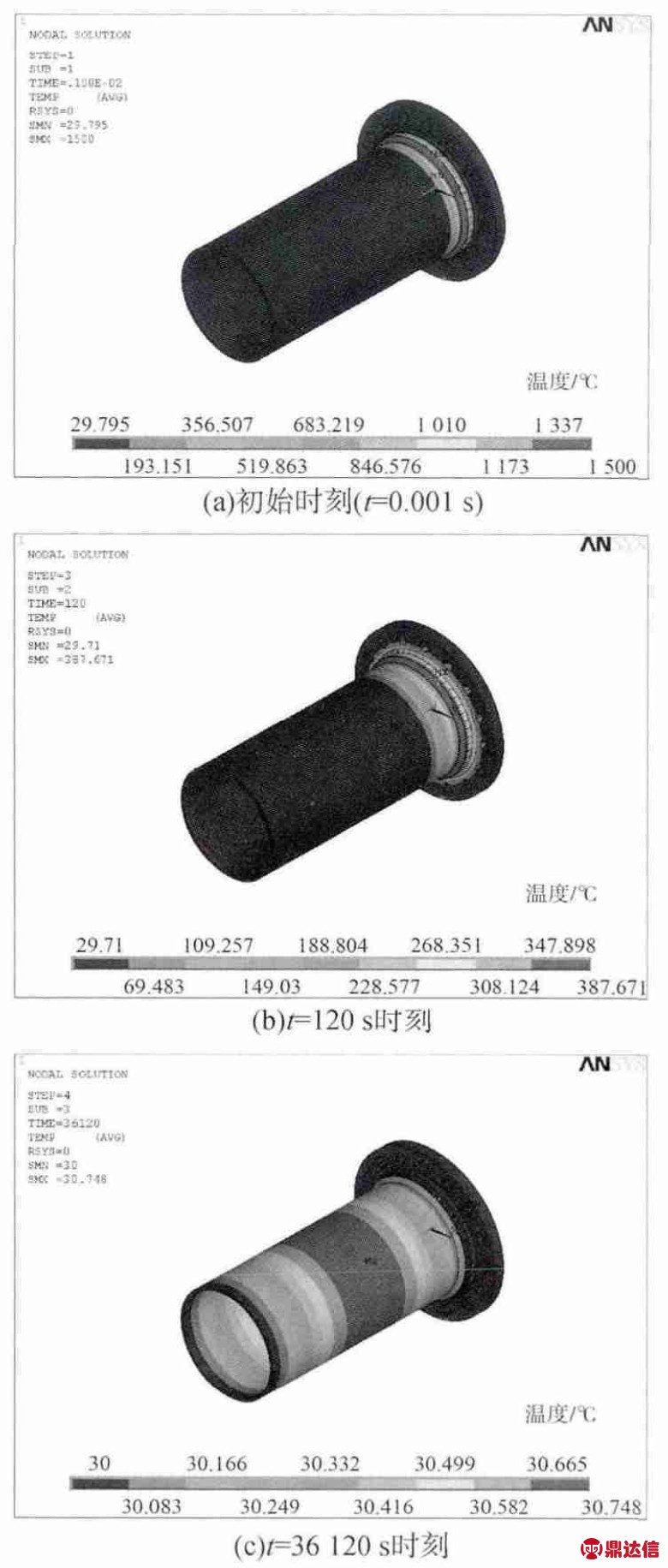
图4 焊接温度场时程变化
Fig.4 Welding temperature change with time
图5 最后时刻径向变形计算结果(t=36 120 s)
Fig.5 Calculation results of radial displacement at last moment(t=36 120 s)
2.5 焊接残余应力计算结果与分析
焊接残余应力主要考虑Von Mises 等效应力和轴向残余应力(Sz),因为Von Mises 等效应力是三向应力状态的等效应力指标;而钢管塔为空间桁架结构,节点主要考虑轴向受力状态。焊接最后时刻的Von Mises 等效应力见图6。取钢管外表面轴向为路径,做出轴向残余应力(Sz)沿路径分布图,见图7。
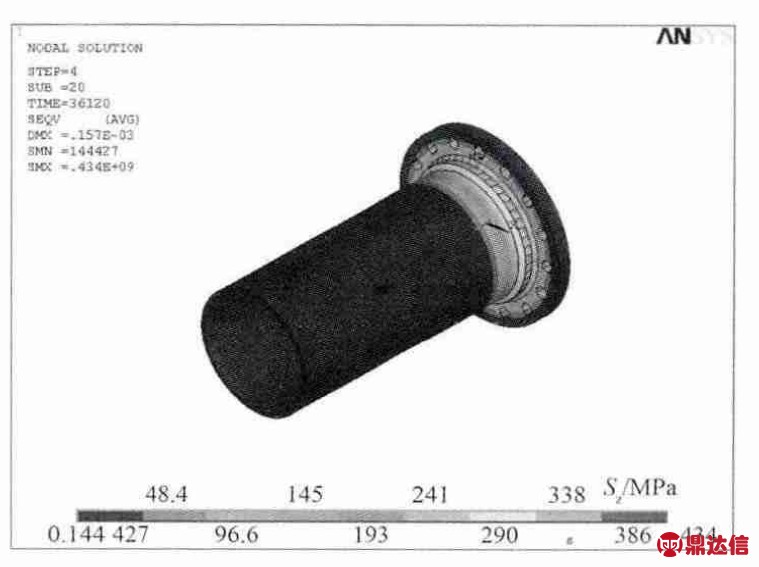
图6 最后时刻Von Mises 应力计算结果(t=36 120 s)
Fig.6 Calculation results of Von Mises stress at last moment(t=36 120 s)
从图6 可以看出,Von Mises 残余应力在焊缝附近出现较大拉应力值,最大拉应力值高达434 MPa,与蒙占彬[14]的研究结果较为吻合,因此焊接热效应影响不容忽视。
从图7 可以看出,轴向残余应力沿钢管的不同路径分布相似,都在焊缝附近出现较大的拉应力区,拉应力最大值相当,约为153 MPa。
以上的分析和计算结果表明,焊接过程是一个局部的不均匀加热后再进行冷却的过程,受焊缝及其近区温度场的影响,在节点构件冷却后,节点部位将出现大小不等、分布不均匀的残余应力场。焊接的高温融熔作用一方面使法兰和钢管牢固连接,另一方面也对材料造成损伤,导致材料不可逆的塑性变形,从而在焊条附近区域形成焊接残余应力影响区。因此有必要对法兰节点焊接作用的影响区域作进一步分析。
2.6 焊接热影响区域分析
考虑到构件轴向受力的特性,下面以轴向残余应力为指标,分析焊接热影响区域。由于轴向残余应力分布规律相似,因此仅取图7(b)所示的528-229 号节点路径的数据来分析本次计算的残余应力影响区范围,见图8 和表3。
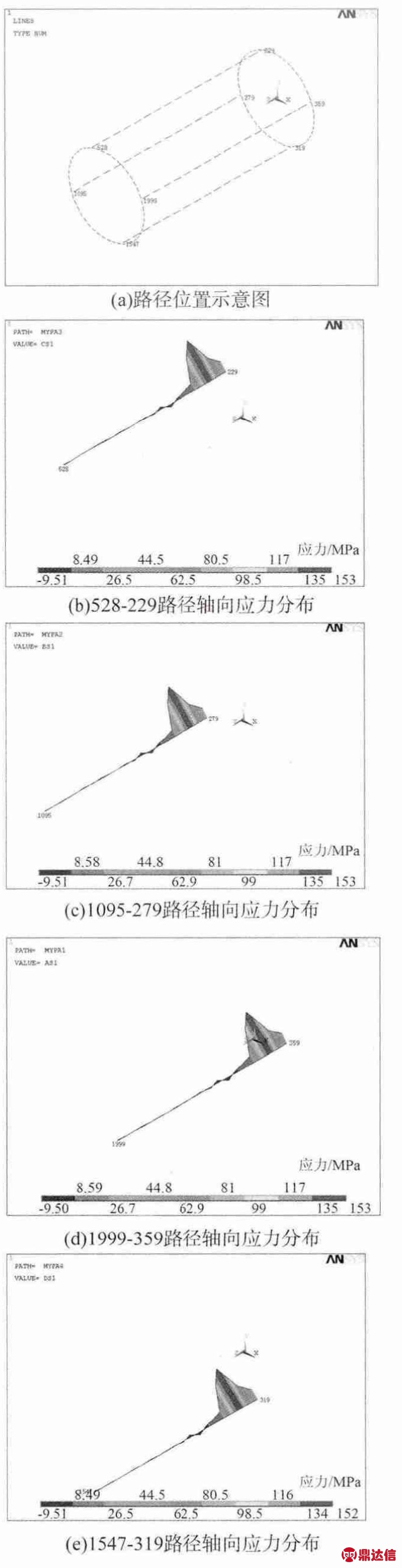
图7 最后时刻轴向应力计算结果(t=36 120 s)
Fig.7 Calculation results of axial stress at
last moment (t=36 120 s)
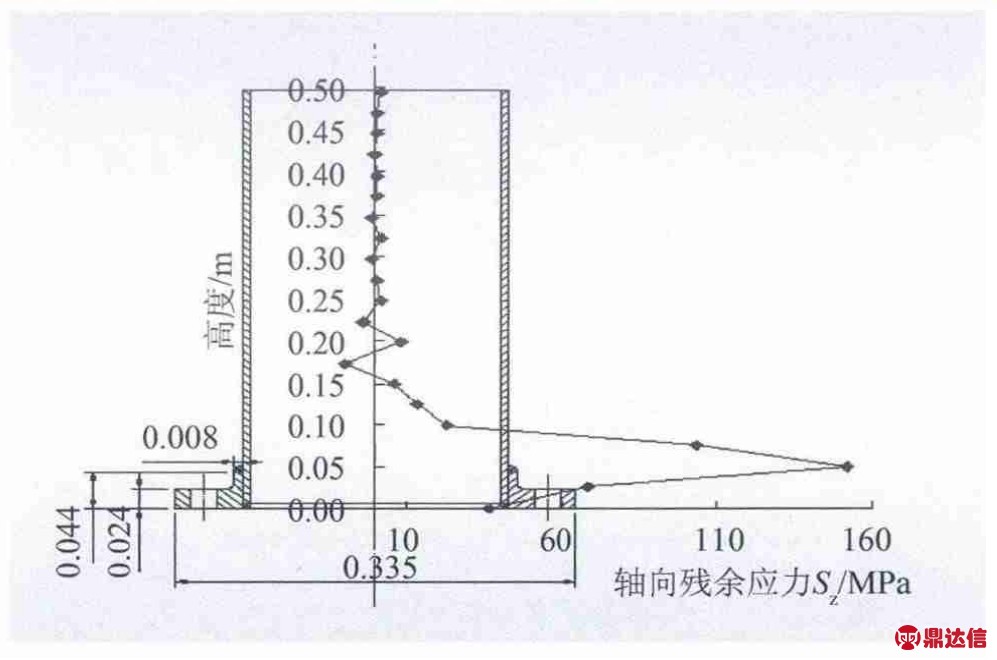
图8 焊接残余应力随高度变化
Fig.8 Welding residual stress change with height
表3 528 -229 路径轴向残余应力影响分区
Tab.3 Axial residual stress influence zone with 528 -229 path
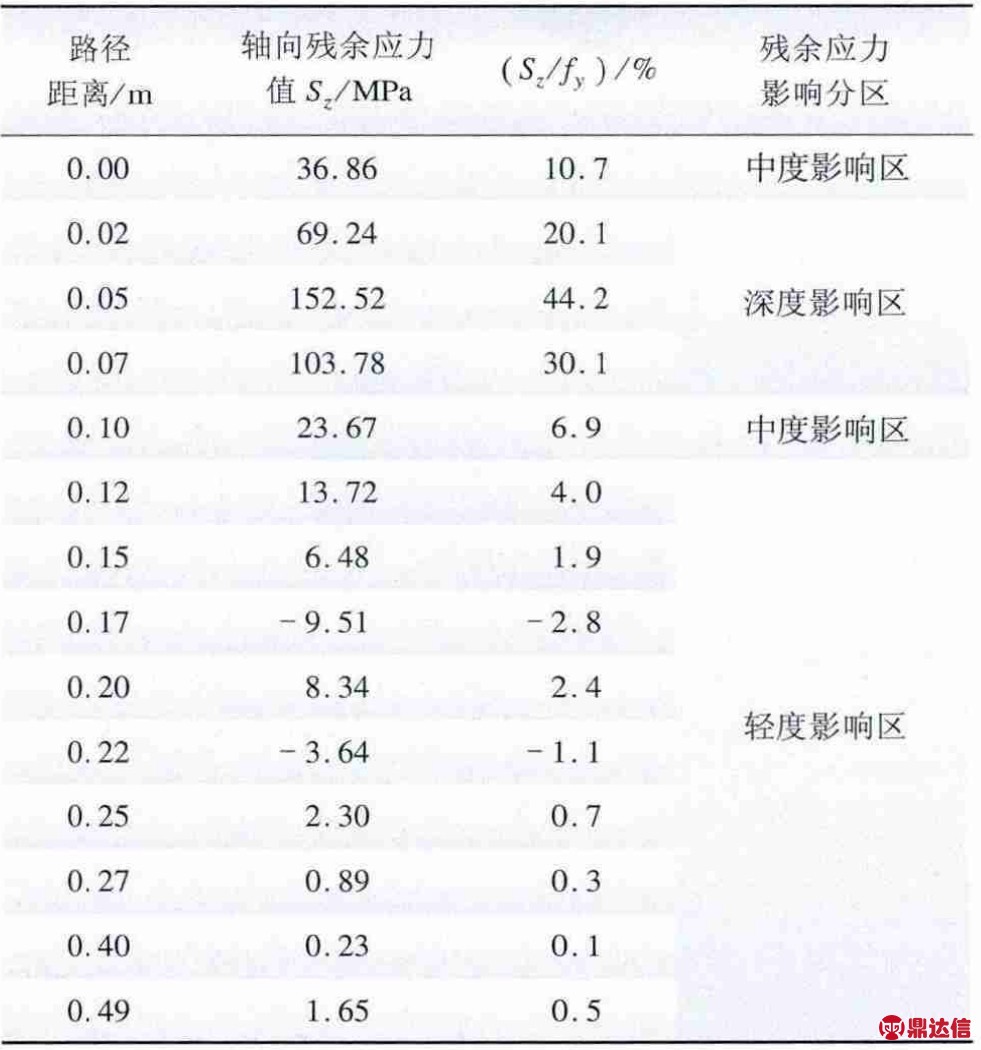
注:fy为Q345 钢材的设计屈服强度,取值为345 MPa。
从图8 和表3 可以看出,在焊缝附近(0.050 m附近)产生了较大的轴向残余应力,其最大值为152.52 MPa,占屈服强度的44%;在0.12 m 位置下降至13.72 MPa,占屈服强度的4%。依据轴向应力与屈服强度比值将轴向残余应力影响区划分成3个区间:①Sz/fy >15%,深度影响区;②5% <Sz/fy <15%,中度影响区;③Sz/fy <5%,轻度影响区。可以看出,本次计算的焊接残余应力影响较大的位置在与焊缝相距约±0.03 m 的范围之内,Sz/fy >15%,属于深度影响区;与焊缝相距约±0.03 m ~±0.05 m 的范围内,Sz/fy >5%,属于中度影响区;其余部位属轻度影响区。
由于计算模型中焊脚尺寸取为8 mm,因此焊接热深度影响区约为4 倍焊脚尺寸的范围(图8 中0.05 ~0.085 m),这一点值得工程设计人员注意,该区域极易成为节点破坏区,这与贾玉琢[11]、崔约贤[18]和吴兴华[19]等的研究成果一致。
薛伟辰等[8]对500 kV 吴淞口大跨越塔柔性法兰开展了原型试验研究,结果表明:法兰焊缝和筒体拉板焊缝2 处最容易破坏,焊缝应力对试件极限承载力影响较大,这与本文计算结果是完全吻合的。
3 结 论
(1)非线性热传导问题采用有限元数值分析方法是适宜的,该方法可以详细地掌握焊接变形和应力的产生及发展过程。
(2)焊接的高温融熔作用导致了材料不可逆的塑性变形,冷却后在焊缝附近出现颈缩变形(表现为负位移圈),焊缝附近的钢材脆性增加。
(3)受焊缝及其附近区域温度场的影响,构件冷却后在焊缝附近形成焊接残余应力影响区。根据1 500 ℃焊接温度,30 ℃常温边界的Q345 钢材计算结果,最大轴向残余应力达屈服强度的44%,深度影响区约为4 倍焊脚尺寸的范围,这对节点的不利影响不容忽视,该区域易成为节点失效的诱发区。
需要指出的是,本文假设环形焊条瞬时升至高温,未能精细模拟焊接过程,计算结果也缺乏原型试验的数据验证。如何结合原型试验数据和数值模拟,对钢管塔法兰节点的焊接热效应作出可靠的工程评价,从而提出合理建议,还需进一步深入研究。


