
摘要:在我国,现如今存在的一些工程技术当中,钢罩气垫式的调压室可以算得上是比较有特色的,其工程结构为地下埋藏式,所以也就算是一种自然环保的绿色科技。利用钢罩气垫式的调压室,这样可以使得气室很难闭气这一问题被解决,在工程的施工过程中,能够带来节省资金、缩短工期以及调压室能够可靠运行等有利之处。我国大力推广以及应用钢罩气垫式的调压室,在很多方面都会带来好的影响。
关键词:龙洞水电站;气垫式调压室;钢罩;安装技术
引言
本文从工程的概述出发,分析了安装气垫式调压室钢罩的方法、施工技术措施以及安装用台车的相关论述。
1、工程概述
调压室采用气垫式,气室长111.6m,开挖断面为11.40×17.00m(宽×高,下同)方圆形,分顶拱、直墙和端墙,均采用钢筋混凝土夹钢板衬砌,衬砌厚度为0.8m,底板素混凝土厚0.3m。调压室连接洞开挖断面6.20m×6.20m(宽×高),坡度i=0.1274,混凝土衬砌厚0.40m,气室布置锚杆,深入基岩6m,排距2m。
气垫式调压室内部钢罩净空尺寸为长110 m,宽9.772m,高15m,钢罩采用Q235C钢板制作,钢罩分别以板厚14mm、宽2000 mm,板厚18 mm、宽1100 mm,板厚14 mm、宽1700 mm,板厚14 mm、宽300 mm的4种形式,并采用搭接焊接方式,顶拱钢罩为半圆弧形,内侧半径为R=4886mm,直墙与端墙内侧采用∠100 ×100×14的角钢加强连接方式。
2、安装气垫式调压室钢罩的方法
2.1 选取钢罩现场的卸车方式与拼装位置
考虑到钢罩运输、供货厂家的生产、现场施工以及满足业主的要求,将钢罩制作为最重不超过2吨。运输到安装现场的钢罩利用调压室已经预设好的天锚进行起吊卸车,起吊设备为卷扬机。在卸车之后,焊接合适的起吊点,再利用预设的天锚将钢罩(左右两块)分别吊装到台车上,然后进行钢罩的加固,固定好后再通过牵引台车的卷扬机将钢罩牵引到安装位置,接着进行钢罩的安装和焊接施工。另外,根据实际的需要,可以把拼装的位置安排在调压室的入口或者中部。
2.2 钢罩的分块安装以及整体的就位安装
(1)在拼接过钢罩体之后,就可以开始安装罩体了。把台车牵引到设计和安装罩体的地方,开启顶升装置,把钢罩移到设计好的高度,然后利用调整的工具定位,之后要进行一些加固措施,当固定好钢罩以后,台车就可以牵引到拼装的位置,开始下一步拼装钢罩的工作。
(2)当钢罩被台车牵引到安装的地方并且进行了安装工作之后,需要临时加固钢罩。根据现场的实际情况,选择Φ28的钢筋进行固定,钢筋把锚杆和钢罩进行连接。
3、施工技术措施
3.1 钢罩安装准备及施工
(1)为了总体控制龙洞电站气垫式调压室总体施工进度计划,由于受场地限制,经过认真研究拟定水电十局结构厂内进行气垫式调压室钢罩的制作与防腐,再运至安装施工现场进行安装。因此业主提供的气垫式调压室钢罩主材,直接发货至结构厂交货。
(2)钢罩制作单元除锈过程中采用石英砂除锈,当除锈等级和钢罩制作单元表面的粗糙度达到要求,并进行热防腐工序后,凡钢罩安装拼装缝两侧50 mm以内,用封口胶布全封闭后,再进行钢罩制作单元防腐过程中的封底漆和面漆的施工。
(3)在气垫式调压室安装现场内的10#拱,沿顶部约70°靠近侧壁的两处部位,适当扩挖敷设天锚,敷设两套滑车组、两套卷扬机等临时起吊装置。沿气垫式调压室长度方向敷设跨距约8m的钢罩运输轨道,并在其运输轨道上布置台车,台车牵引另行安装一套卷扬机。
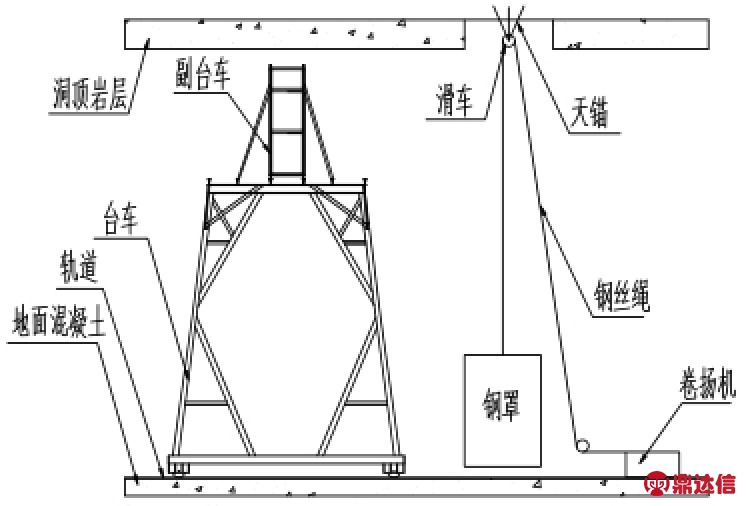
3.2 钢罩安装台车运行原理
钢罩安装的运输和安装分水平移动和垂直起吊。为保证达到要求,将安装钢罩的分为两个系统,一是台车往复移动的水平牵引系统,二是垂直运行起吊系统。
台车往复移动的水平牵引系统:结合现场实际情况,将一台卷扬机改为机动绞磨机,以实现台车往复移动。卷扬机安装于调压室下游端墙位置。
垂直运行的起吊系统:考虑到钢罩起吊时变形大且由两块钢板组焊而成(每块钢板重量约2t),分别在调压室平压空腔处设置两个起吊点,再利用卷扬机进行起吊。结合现场实际情况,配置两套卷扬机。与水平牵引的卷扬机一样,安装于调压室下游端墙位置。
钢罩安装系统如下图所示。
3.3 钢罩安装措施
(1)钢罩制作单元运输
钢罩从临建制作场至安装施工现场的运输,采用载重8t汽车运输,16t汽车吊在钢罩临建制作场装车。顶部半圆形钢罩运输和直墙钢罩运输分两种方式进行,运输直墙钢罩采用水平放置,重叠之间垫木板预防锌层和油漆碰撞、磨损;半圆弧形钢罩分为两个制作单元采用立式放置(制作弧形支架,弧形支架与安装弧度一致),弧形重叠之间垫木板预防锌层和油漆碰撞、磨损。
(2)运输时的保护
运输过程中用手拉葫芦等进行必要的捆绑,确保运输的安全。
(3)钢罩安装现场卸车与组装
运至安装现场的钢罩,用敷设的两套天锚、滑车组等临时设施卸车,吊装到台车上后进行组装,组装完成后再进行焊接。
(4)钢罩组装后的运输就位
用两套天锚、滑车组等临时设施完成竖立吊装,再用预先敷设的运输轨道、台车等临时设施,将钢罩运至安装位置,并利用土建的锚筋,布置拉紧器、手拉葫芦等,进行钢罩的就位调整并焊接。
3.4 安装焊接质量检查(1)、严格按照招标文件技术条款的要求进行安装焊接质量检查和缺陷处理。(2)、全部钢罩安装并检验完毕后,将向监理工程师提交钢罩制安工程的质量检验记录。
4、台车制安
4.1 主要组成部分及材料
台车轨道:在调压室地板铺设两条轨道,跨距为8m,单边长度为110m。
门架部分:台车底座由[32a槽钢组焊而成,台车支柱材质为Φ219×8无缝钢管,顶部平台由Ⅰ20a工字钢组焊,斜撑材料为[100槽钢。
行走系统:钢绳连接台车用3t卷扬机牵引。
附件:台车上部设置副台车,布置千斤顶用于顶拱钢罩安装。
4.2 台车安装顺序
1、将4个台车轮在轨道上按照设计方位用角钢临时固定;
2、将框形底盘吊置在台车轮上加以焊接固定;
3、完成4根立柱及立柱剪刀架等支撑固定件的吊装;
4、爬梯安装;
5、顶部平台安装、卷扬机系统安装;
6、平台上铺设木板并用铁丝捆绑;
7、顶拱副台车制作安装。
5、结束语
本文通过气垫式调压室钢罩安装的相关论述,提高了经济效益,实现在短时间内完成工程施工任务,保证工程安装质量以及施工人员的作业安全,同时也为同类工程提供参考借鉴价值。


