
摘 要:横梁是激光切割机的高速运动部件之一,要求高加速度时,动态轨迹精度性好。文中重点介绍了横梁高速运动时,提升传动刚性的一种解决办法。
关键词:横梁部件;传动刚度;法兰减速箱
0 引言
随着数控激光切割机的快速发展,笔者公司开发的数控激光切割机的空运行速度达到了100 m/min以上。当机床高速切割时,横梁的质量相对较重,为了达到较好的轨迹精度,要求横梁的传动刚性要好,其对机床高速加工的精度将产生直接影响。为此对横梁传动刚性的提升,进行了分析探讨。
2 横梁的传动结构
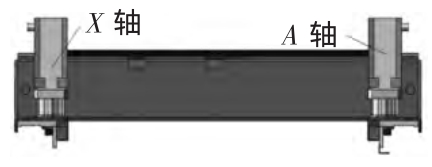
图1 横梁3D图
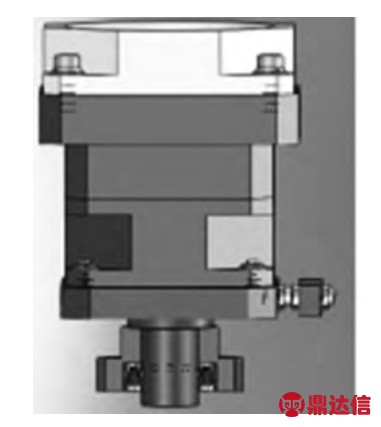
图2 传动示意图
如图1所示,横梁在激光切割机上,通过两端的直线导轨支撑及导向,双伺服电机分别带动减速箱,通过齿轮齿条,沿X轴方向运动。由图2传动示意图可知,伺服电机轴安装于减速箱的空心轴内,外面安装了锁紧套。开口的锁紧套通过螺钉胀紧电机轴,达到传递扭矩的目的。减速箱的输出轴通过胀紧套与齿轮内孔胀紧,实现横梁的传动功能。
3 存在的问题及解决方法
3.1 存在的问题
该横梁的传动方式在二氧化碳激光切割机上的应用较成熟。在开发光纤激光切割机时,沿用了该结构。在机床可靠性试验时,进行如图3所示的检验样件切割,目测发现拐角后有短距离振荡小波纹,不符合机床验收标准。
3.2 问题分析
造成振荡小波纹的可能原因较多,逐项排查时间长,也较费力。参考试验设计中介绍的B vs.C方法(C表示当前产品,B表示更好的产品),该横梁传动结构在二氧化碳激光切割机上应用较好,而应用到光纤激光切割机上却发现异常。对比分析,由于二氧化碳激光器本身的特性,切割1 mm不锈钢时,速度最大可达到20~24 m/min。而光纤激光器由于波长更短,焦斑更细,切割1 mm不锈钢时,速度更快,已经达到60 m/min。切割不锈钢时,提升切割速度有利于提高用户加工效率及降低切割断面的粗糙度。根据运动学公式:V2=2aS中的速度、加速度和位移的关系,为了在较短的距离内达到较高的速度,试验时提升了加速度,以便提升动态性能。初步分析比较,振荡波纹与加速度的提升有关联。

图3 样件示意图

图4 传动示意图
借鉴强化应力试验方法,逐级提升加速度进行试验,可以快速发现失效原因。加速度分别以4~9 m/s2的整数值递增,发现设定加速度大于6 m/s2后,波纹明显恶化,机床其它部分未有异常现象。说明伺服电机的扭矩大小足够;振荡波纹应该与X轴的传动刚性有关,并且振荡波纹呈现逐渐衰减现象,未出现其它非预期滑移位移,说明问题出现在减速箱的传动刚性上。
3.3 解决方法
图2所示为轴输出形式的减速箱结构,查阅资料,其扭转刚度为:53Nm/(′)。对比法兰输出形式的减速箱,其扭转刚度为:145Nm/(′),产品价格略有增加。改进设计的采用法兰输出的减速箱如图4所示。
将法兰减速箱装到机床上验证,同样按照图3所示检测样件,同理进行加速度强化试验,加速度提升至12 m/s2时,检测样件振荡波纹不明显。经可靠性试验验证效果良好,符合机床检验要求。
4 结语
该传动结构的改进,提升了机床的动态性能,满足了机床新的切割工艺需求。成本增加不多,性价比高。保证了新产品的正常试制,产品已通过省级新产品鉴定,现已批量生产,给公司带来了一定的经济效益。


