
摘要:通过对立车灰铸铁滑枕中频感应淬火工艺的研究,在分析出滑枕的主要失效形式后,制订出合理的加工工艺路线,实践中摸索出合适的中频感应淬火工艺参数,从而避免了滑枕失效,有效提高了滑枕耐磨性,确保后续装配质量,满足了立车的整体性能要求。
关键词:灰铸铁滑枕;导轨;中频感应淬火工艺;耐磨性
灰铸铁滑枕是立车重要的组成零件之一。滑枕的失效形式主要是导轨工作面的磨损和擦伤,丧失平直度和表面粗糙度粗化,加工精度不能保证,因此必须提高导轨工作面的耐磨性和抗擦伤能力。为使滑枕导轨面有更好的硬度、耐磨性和精度保持性,并延长其使用寿命,对灰铸铁滑枕导轨面采用中频感应淬火工艺方法。
1. 灰铸铁滑枕技术要求
(1)灰铸铁滑枕图样要求材质为HT300。
(2)我公司立车灰铸铁滑枕以“T”形滑枕为主,导轨面有两种尺寸规格:6 0 m m×5 0 m m×3 0 m m及58mm×45mm×30mm,长度为1000~3000mm,导轨面淬火硬度要求为48~53HRC,其结构如附图所示。
(3)淬硬层深度2.5~3.5mm。
(4)平面度≤0.8mm。
2. 灰铸铁滑枕的加工工艺路线
灰铸铁滑枕的工艺路线为:铸造→热时效→机加工→去应力退火→机加工→中频感应淬火→校直→整体回火→机加工、终检→入库待装配。
3. 灰铸铁滑枕中频感应淬火前准备工作
(1)热时效及去应力退火 500~550℃加热保温4~6h,随炉冷至200℃以下出炉空冷,以消除机加工产生的加工应力,防止淬火后产生较大变形。
(2)机加工 为确保滑枕淬火成功,预防淬火开裂及变形,机加工要做好以下几个方面:①淬火前,滑枕上导轨面留量0.8~1.2mm,侧面和下导轨面留量0.5~0.8mm(根据滑枕长度选择留量上下限),便于在后续机加工中消除淬火变形。②各淬火导轨面淬火前加工至表面粗糙度Ra≤3.2μm,防止在淬火时开裂。③相关倒角为4×45º。因为在淬火加热时尖角部位温度很高,冷却时容易沿尖角开裂。倒角后散热面积增大,减小温差,减小了开裂倾向。
(3)淬火设备 采用HKHC700(300kW)导轨中频感应淬火机床。
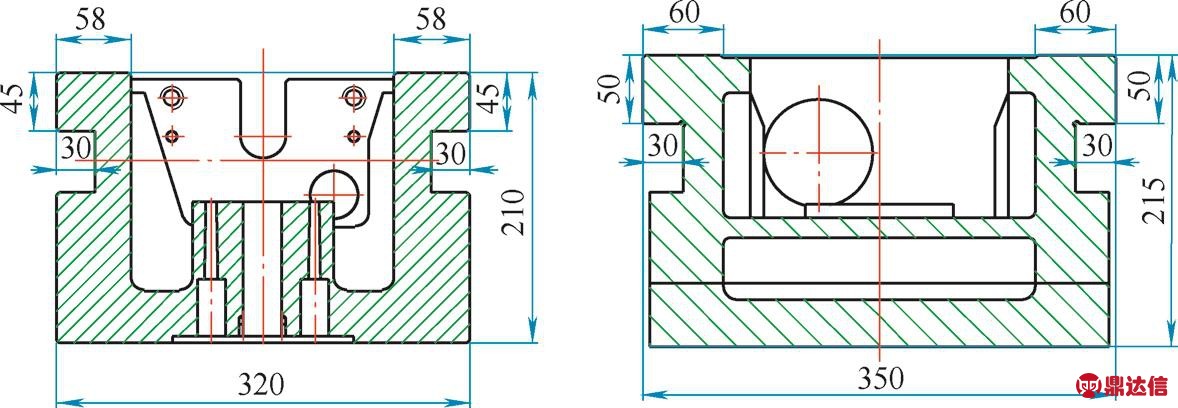
灰铸铁滑枕导轨面示意图
4. 灰铸铁滑枕中频感应淬火+回火工艺
(1)预检 检查滑枕化学成分及金相组织是否满足淬火要求;检查零件各部尺寸是否符合图样及工艺要求的淬前留量;表面有无裂纹及磕碰、划伤等缺陷。按对机加工要求逐条进行检查。
(2)起动中频感应淬火机床 开机前检查设备气压、内外循环水位是否正常。打开机床柜上“机床总电源”开关,再打开电柜门上“机床控制电源”开关,松开机床操作面板“急停”按钮盒手持单元“急停”按钮,按机床操作面板绿色“系统上电”按钮,系统通电约2min后,西门子(SIEMENS)802Dsl数控系统进入工作画面。保持压缩空气压力,水系统控制正常。打开中频电源电柜门上控制回路开关,然后用中频电源“复位”按钮进行故障复位,此时中频电源机箱控制板上应该都无红灯亮起。合上中频电源侧边主回路开关,选择好合适的功率后,随时可以对滑枕导轨面进行加热淬火。
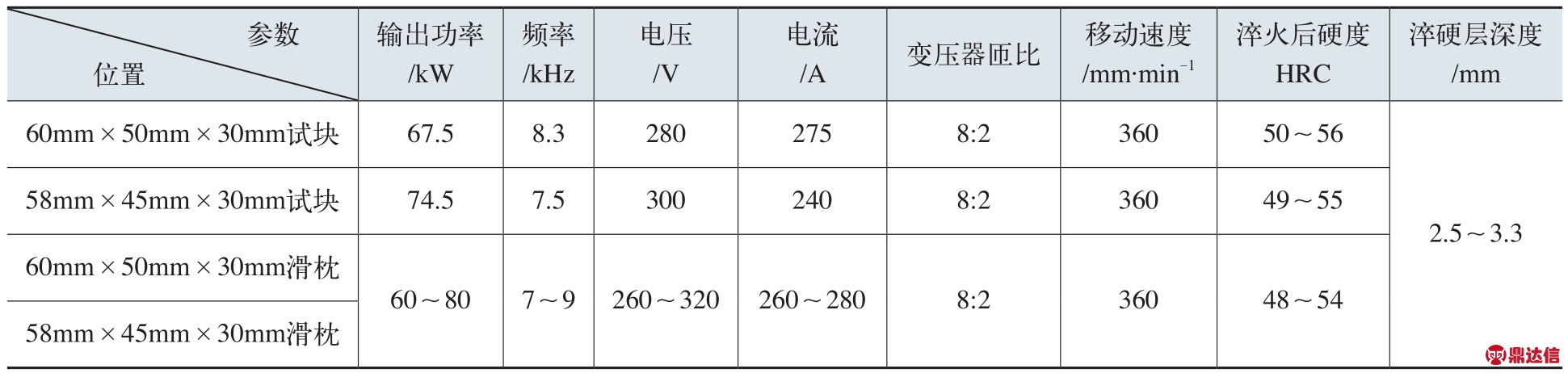
(3)灰铸铁滑枕导轨面淬火 淬火感应器为三围仿形感应器,将U形导磁体镶嵌在三围仿形感应器直角面上,先在灰铸铁试块上做淬火加热试验,调整各电参数至满足淬火需要,试块淬火硬度为48~54HRC,淬硬层深度为2.5~3.3mm,达到工艺要求。参考试块试验工艺参数对滑枕进行中频感应淬火。将滑枕找正、调平后参考调试出来的试块淬火参数进行加热,淬火加热温度为880~900℃,感应器移动速度为360mm/min,感应器与导轨面间隙为2~2.5mm, 导轨面两端10~20mm不淬火,加热后3~5s开始行走淬火,采用4%~6%的水溶性淬火冷却介质,淬火冷却介质温度为(28±2)℃,全程监控感应器距工件距离变化及淬火温度和喷水情况,以便及时调整。淬火后导轨面硬度为48~54HRC,详细淬火工艺参数见附表。
(4)热校直 检测淬火后导轨面下凹变形量,超过平面度要求需要校直时采用热校直方法进行,在导轨的相对底面加热,加热温度700~750℃,移动速度200~300mm/min,加热长度大于1.5m,以达到平面度要求为准。
(5)回火 采用整体回火,温度220℃,保温6~8h。
5. 最终检验
灰铸铁滑枕淬火、回火并磨削后,导轨面硬度为4 8~53HRC,经PT无损检测滑枕导轨表面无裂纹,平面度≤0.8mm,淬硬层深度为2.5~3.3mm,合格。
灰铸铁滑枕中频感应淬火工艺参数
6. 结语
灰铸铁滑枕中频感应淬火工艺参数经多次工艺验证,稳定性极好,值得在同行业推广使用。


