
摘 要:介绍了静压导轨的特点,以及将恒压闭式静压导轨技术应用于重型数控落地铣镗床床身导轨副的设计过程。
关键词:重型数控落地铣镗床;恒压闭式静压导轨;床身导轨副
0 引言
重型数控落地铣镗床是采用当代机械、电气、液压等新技术设计而成的用途广泛的重型通用金属切削机床。机床除具有自由伸出的镗轴能完成落地镗床所能进行的加工外,还具有自由伸出的方滑枕,在方滑枕内装有铣轴与镗轴。通过铣轴端键可带动装在方滑枕前端的直角铣头、万能铣头、伸长铣头及平旋盘等多种附件的主轴运动。使机床不仅能实现大直径及大平面的重切削,而且能加工很多工件的内腔、内腔侧面、内腔孔及大端面止口。其在配合回转工作台使用时,可在一次装夹内完成多面加工。是国防军工、重型机械、能源、造船、钢铁、矿山机械、工程机械、水轮机、汽轮机重型电机、交通等国家重点行业主要加工设备。重型数控落地铣镗床的床身导轨副性能直接关系到整台机床的相关性能。根据重型数控落地铣镗床的使用环境及加工特点,综合各种形式导轨的特点,最终确定重型数控落地铣镗床的床身导轨副采用恒压闭式静压导轨形式。
1 静压导轨的结构形式
液体静压导轨主要结构形式:
1)恒压开式液体静压导轨如图1所示,载荷沿油垫的法线方向支撑面,被支承件可沿与油垫法线成90°的任意方向滑动。开式静压导轨被限制用在载荷总是指向导轨的情况下,依靠运动件的自重及外载荷保持移动件不从床身上分离,不能有相反的载荷,并且不要求有特别高的刚度,它属于力封闭形式。只能水平放置或倾斜一个较小的角度。
开式液体静压导轨具有的特点:承受正向载荷能力大;承受偏载荷及颠覆力矩的能力较差,不能承受反向力;结构简单制造调整容易。
开式液体静压导轨适用在载荷分布均匀、偏载小、颠覆力矩小的水平放置或仅有较小倾角的场合。目前这种导轨主要用于支撑以不大于中等速度运动的中型载荷,并同径向和推力静压轴承配合使用[6]。
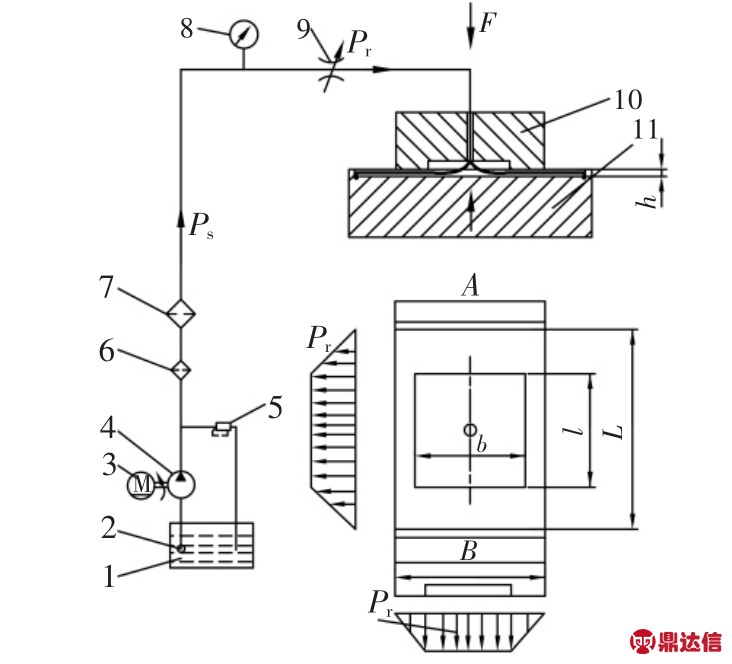
图1 恒压开式静压导轨工作原理
1.油箱2.过滤器3.液压泵电动机4.液压泵5.溢流阀6,7.过滤器8.压力计9.节流阀10,11.上、下支承
2)恒压闭式液体静压导轨的载荷沿油垫法线的正方向或反向压向支承面,被支承件可沿与油垫法线成90°的任意方向做相对滑动。闭式静压导轨只有在其移动方向的一个自由度,其余自由度都由导轨结构所约束,亦称几何封闭。
闭式液体静压导轨具有的特点[7]:能够承受正、反方向的载荷,油膜刚度高;承受偏载及颠覆力矩的能力强;加工制造及油膜调整较复杂;导轨本身的结构刚度要求较高,尤其是副导轨的结构刚度要求较高;闭式导轨一般采用不等面积的油腔结构,比较经济。闭式液体导轨适用于载荷分布不均匀、偏载大及有正、反方向载荷的场合。
2 油腔结构设计[8]
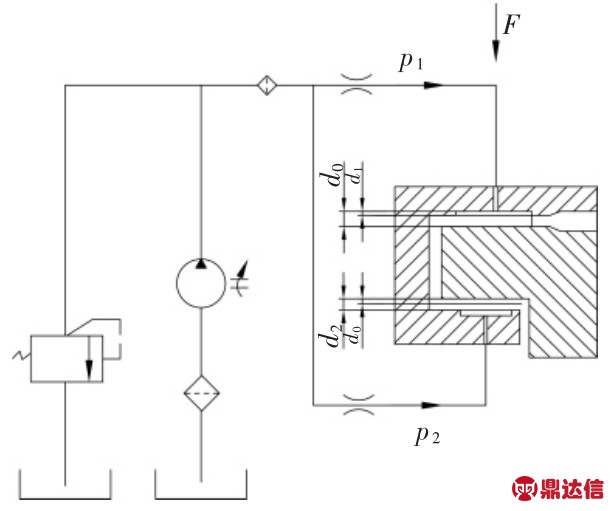
图2 恒压闭式静压导轨工作原理
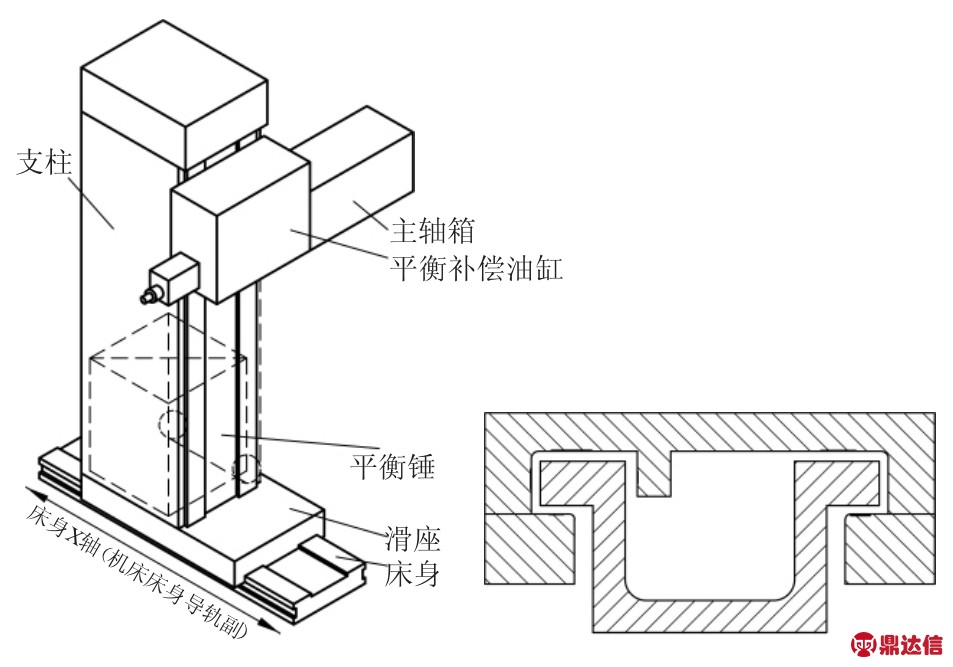
图3 机床结构示意图及床身静压导轨副截面示意图
1)油腔数及其布置。为使油膜均匀,每一条导轨面在其长度方向上的油腔数不得少于2个。当荷载分布不均匀、导轨较长或对导轨运动精度要求较高时,油腔数目可适当增加。但油膜厚度调整比较麻烦,节流器也相应增多,成本提高,一般推荐:导轨长度L<2000mm,2~4个;导轨长度L>2000mm,5~6个。油腔数一般不超过5~6个。对于特长导轨,为减少油腔数,可在油腔之间留出适当的间隙,其上不开油槽。每个油腔的长度为500~1500mm。
在导轨运动过程中,油腔不得外露。因此,直线运动导轨,油腔开在移动部件上;回转运动导轨,可以开在固定部件上。
2)油腔形式及尺寸。静压导轨的油腔形状,主要根据导轨的宽度B来确定。常用的由一字形、工字形、口字形和王字形,如图4所示,重型数控落地铣镗床床身导轨副的油腔采用口字型。
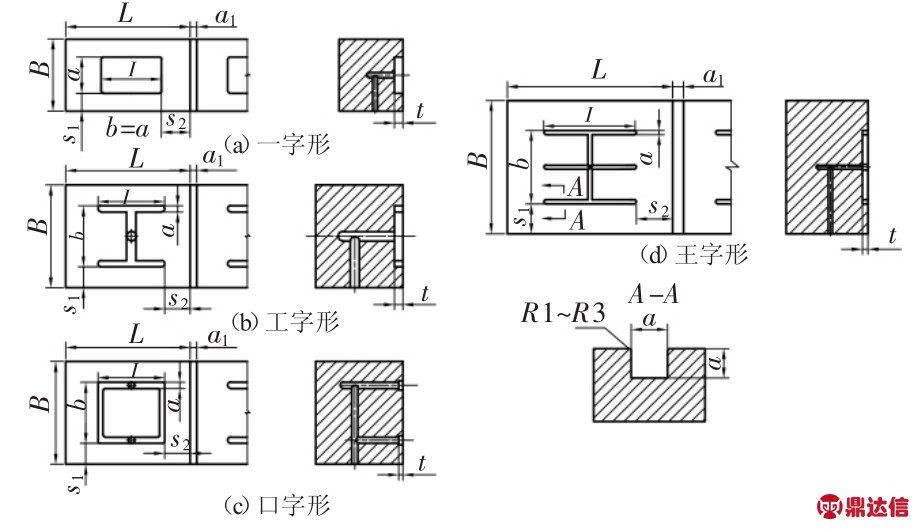
图4 静压导轨的油腔形式
考虑到动压力对油膜厚度的影响,在导轨面上设置了横、纵支承S1和S2。为了排除相邻油腔压力的干扰,提高承受偏载能力,在两个油腔之间设置了横向回油槽。口字形油腔的主要尺寸:导轨宽度B=50~150mm,宽度a=10~15mm,横支承S1约为0.25B,纵支承S2=S1,槽深t=3~6mm,纵向油槽宽度a1=a。
3 导轨精度和油膜厚度
液体静压导轨应保持两个相对运动的导轨面处于纯液体摩擦状态,同时保证导轨有良好的运动精度、高的油膜刚度以及较小的油泵功率消耗,因此静压导轨面对几何精度有一定的要求。通常需保证:
式中:Δ为移动件导轨面的几何精度总误差(包括平面度、扭曲度、平行度等),mm;ho为导轨的油膜厚度,mm。
导轨油膜厚度ho不宜过大,以免造成移动件运动速度不稳、飘移和爬行等现象,也不宜过小,以免造成导轨研伤和导轨加工成本的上升。对于重型机床一般将h0控制在0.03~0.06mm。
为满足导轨精度和油膜厚度的要求,对导轨副的平面度、直线度等提出了很高的要求,尤其是静压导轨应用于垂向导轨副时要求更高。
对于导轨副中较长的导轨面,例如横梁升降导轨副中的立柱导轨,滑枕升降导轨副中的滑枕导轨需要机加工保证,导轨面精度需要控制在直线度误差0.01mm/ 1000mm,导轨间平行度控制在0.02mm/1000mm以内。
对于导轨副中较短的导轨面,使用注塑复印成型技术进行加工,可以得到和长导轨一致的精度。虽然使用了注塑复印成型技术的导轨面精度很高,但为保证精度万无一失,还需要用合研并微量刮削的方法进行检验。一般刮研的精度较高,每25mm×25mm内约有16个点,刮削深度约为5 μm。
4 应用范围及应用效果
应用于重型及超重型数控落地镗铣床,重型数控龙门镗铣床等大型设备,目前将静压导轨技术应用于机床床身导轨副的产品主要有:TK6920型数控落地铣镗床(镗杆直径200mm)、XK2860数控龙门铣床等这些产品均已交付用户使用,经过在用户处实际生产检验,运行状态良好。
5 结语
综上所述,重型数控落地铣镗床床身导轨副应用恒压闭式静压导轨技术是可行的,经过实践证明效果良好,可以用于一些重型数控装备上。


