
1.改进前工艺方法
阀座在以往自由锻造过程中,主要采用自由锻镦粗、拔长加冲子冲孔等工序来实现阀座锻件的生产(见图2),通过冲子反复冲孔操作,将原材料最终成形阀座锻件毛坯,阀座净重8kg,下料在24kg左右。
2.改进后的工艺方法
通过分析阀座形状研究胎膜锻工艺,优化阀座锻造工艺设计:根据阀座实际形状,将锻件毛坯改为更接近零件形状的尺寸,降低原材料消耗,对比图3、图4确定改进目标,制订模具改进方案。
3.改进后的工艺过程
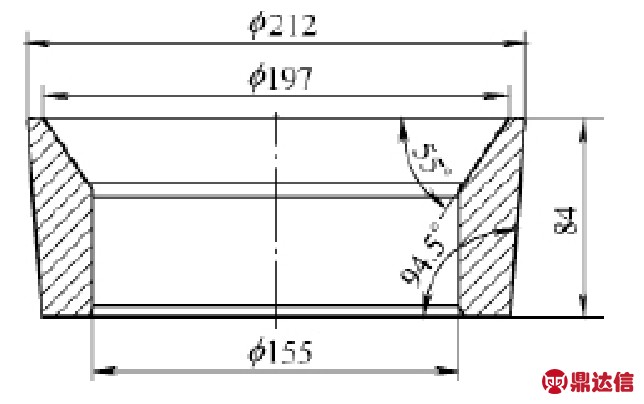
图1
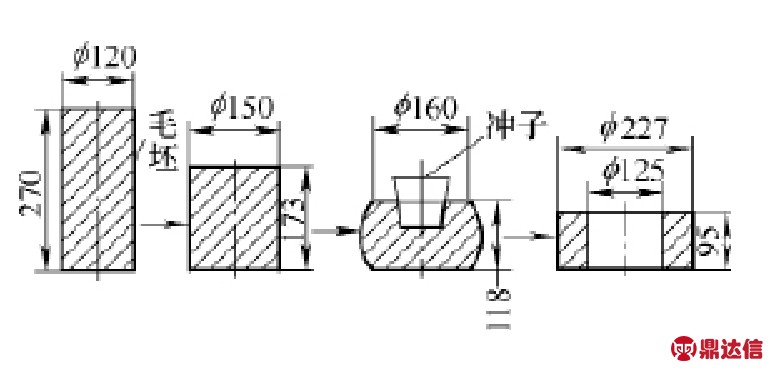
图2 自由锻生产过程
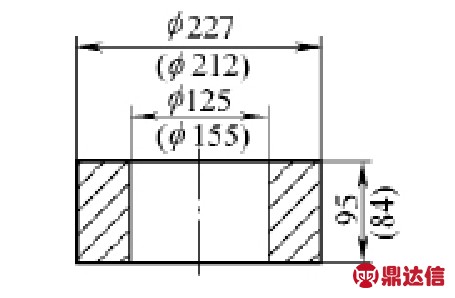
图3 改进前24kg
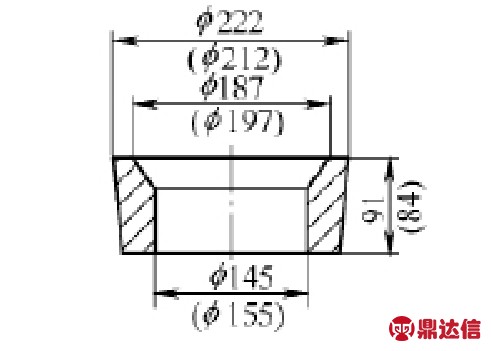
图4 改进后目标设定13kg
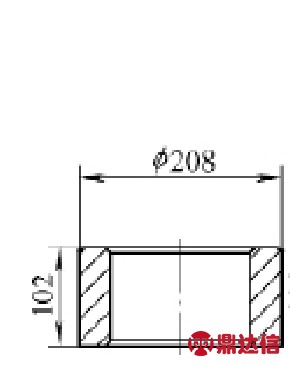
图5
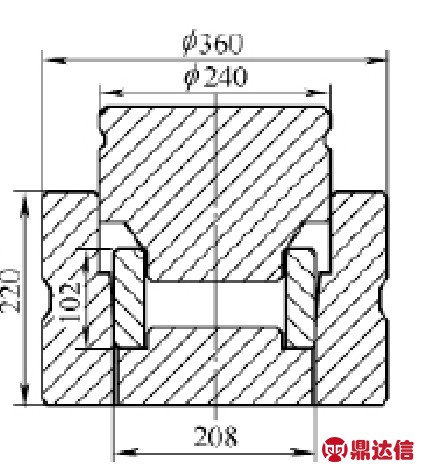
图6
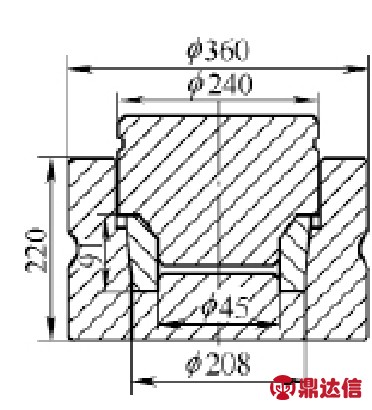
图7

图8
第一道为预锻工序(见图5),先将毛坯料通过镦粗、冲孔等工序锻造成图5毛坯形状。第二道工序为成形工序(见图6、图7),将第一道预锻好的毛坯放入设计好的封闭式模具中,使金属充满型腔,达到要求的尺寸与外形。第三道为终锻工序(见图8),通过漏模将多余的飞边去除,形成最终的锻造毛坯产品。20140701


