
摘要:通过调控轧制过程轧件表层与心部温差,实现厚度为76 mm的7050铝合金板的差温轧制。采用金相、硬度、室温拉伸、SEM和EBSD等方法研究差温轧制对厚板不同厚度层组织与性能的影响。研究结果表明:与常规轧制厚板相比,差温轧制厚板通过控制心部与表层的屈服强度,提高厚板变形均匀性,使厚板各厚度层难溶相尺寸均匀。但由于差温轧制人为降低板材温度、增大厚板的变形储能,使厚板再结晶程度提高。总体而言,差温轧制可提高7050铝合金厚板的厚向硬度与拉伸性能的均匀性;厚板各层硬度的不均匀性由10.7%下降到3.0%,厚板各层抗拉强度的不均匀性由9.0%降低到0.7%。
关键词:7050铝合金;厚板;差温轧制;均匀性;微观组织;性能
随着飞机设计理念的创新,航空制造业对铝合金的要求经历了从第一代高静强度到第四代高强度、高韧度和耐腐蚀等综合性能的改变[1−2]。新一代铝合金对其规格提出了严格要求,使高性能铝合金向高强度、高韧度、低淬火敏感性发展[3]。使用铝合金超厚板制作大型结构件,摒弃如焊接或铆接的传统成型方式,既可使结构质量减小,又能提高材料安全性。但构件整体化制造对铝合金材料的均匀性提出严格的要求。随厚度增加,铝合金厚板性能降低的问题急需解 决[4−5]。针对铝合金厚板均匀性,国内外研究者进行了大量研究。张新明等[6]研究了7050厚板织构、强度和断裂韧性的均匀性,指出板材轧制过程中表层和心部受力不均是产生组织与性能不均匀的根本原因。ROBINSON等[7]在研究7010铝合金厚板的长横向拉伸性能不均匀性时,指出各层淬火速度不同是产生该现象的根本原因。陈军洲等[8]研究了7055铝合金厚板屈服强度的不均匀性,指出板材厚度方向上晶粒分布不均匀是产生该现象的主要原因。大量研究结果表明,造成铝合金厚板厚向组织与性能不均匀的原因主要有轧制变形不均匀、再结晶不均匀和淬火降温速度不均匀等[9]。针对轧制带来的不均匀性,本文作者设计一种新的轧制工艺,通过强制调控厚板表面和心部温差,有效提高厚板心部的变形程度,提高轧制均匀性。7050铝合金超厚板具有高强度、高韧度和高抗应力腐蚀性能,在航空制造业中得到广泛应用[10−12]。研究差温轧制对7050铝合金组织与性能的影响,可对提高7050厚板力学性能均匀性提供指导。
1 试验
1.1 试验材料及工艺
试验材料为3块厚度为370 mm的7050铝合金均匀化铸锭,均匀化制度为465 ℃/36 h+470 ℃/24 h,其名义化学成分(质量分数)见表1,3块铸锭的热轧工艺见表2。首先,采用常规轧制将铸锭热轧至厚度为 180 mm,选取其中1块进行温度测试,其余2块采用常规轧制(conventional temperature rolling, CTR)和差温轧制(differential temperature rolling, DTR)方法分别轧至厚度为76 mm。
表1 7050铝合金的化学成分(质量分数)
Table 1 Chemical composition of 7050 aluminum alloy %
表2 轧制工艺
Table 2 Rolling process
注:喷淋乳化液至表面温度降到350 ℃,此时中心层温度约为420 ℃。
1.2 差温轧制工艺设计
差温轧制调控厚板变形不均匀性的原理是人为调控心部与表层温度,增大表层变形抗力,降低心部变形抗力,使压缩变形能深入厚板心部,提高厚板变形均匀性。
为研究差温轧制时7050铝合金180 mm厚板各厚度层温度的变化情况,进行测温试验。具体方案为:加热厚板到450 ℃,用乳化液喷淋板材表面,测量厚板表层、1/4层与心部温度,得到7050铝合金180 mm厚板降温曲线,如图1所示。从图1可见:当表层温度降至350 ℃时,心部温度正好为420 ℃,此时,心表温差达70 ℃。
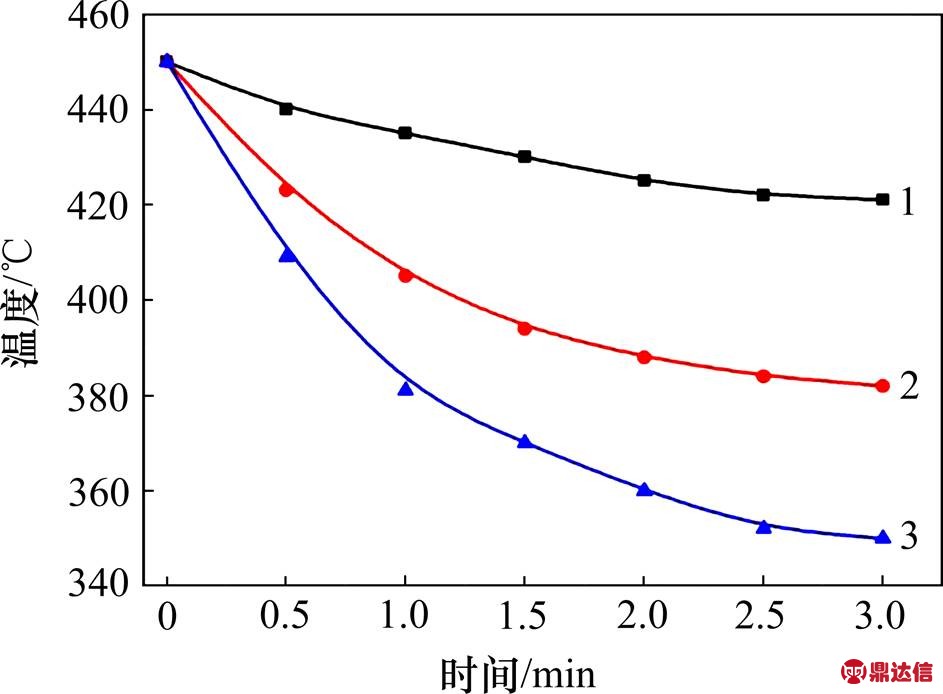
1—心部;2—1/4层;3—表层。
图1 厚度为180 mm的7050板材降温曲线
Fig. 1 Cooling curves of 7050 plate with 180 mm in thickness
为研究差温轧制时7050铝合金180 mm厚板各厚度层屈服强度的变化情况,进行高温拉伸测试。试验方案为:取7050铝合金均匀化态样品,在300,350,375,400,420和450 ℃时进行拉伸试验,得到7050高温拉伸性能,如表3所示。从表3可知:当厚板表层温度为350 ℃时,其屈服强度为50 MPa;当心部温度为420 ℃时,屈服强度仅为28 MPa,中心层的屈服强度仅为表层的56%。因此,采用差温轧制的方法可以有效提高心部与表层的变形均匀性。轧制后的厚板均采用三级固溶处理(300 ℃/0.5 h+400 ℃/0.5 h+480 ℃/ 1 h),以抑制再结晶。水淬后的时效处理均采用回归时效处理(105 ℃/17 h+190 ℃/0.5 h+120 ℃/23 h)。
表3 7050板材高温拉伸性能
Table 3 High temperature tensile properties of 7050 plate

1.3 检测分析
取7050铝合金常规轧制与差温轧制时效态样品,该样品分为表层、1/4层与心部。采用ZEISS金相显微镜进行金相检测,采用HV−10B硬度仪测试硬度;参照国标GB/T 228—2002进行常温拉伸实验,采用CSS−44100电子万能测试机进行拉伸性能测试,拉伸速率为2 mm/min;采用ZEISS−EVOM10电镜对轧制态与固溶态的7050铝合金第二相进行扫描;采用ZEISS−EVOM10电镜对时效态7050铝合金的微观组织进行观察。样品经打磨后通过双喷减薄的方法制备。电解液为30%HNO3+70% CH3OH(体积分数),电解液温度控制在−25℃以下。
2 结果与讨论
2.1 不同轧制方式的宏观形貌
7050铝合金厚板常规轧制和差温轧制厚板的宏观形貌如图2所示。从图2(b)可见:常规轧制厚板表层与心部变形极不均匀,末端出现明显的双鼓形,表层与心部变形量差距为15 mm。从图2(c)可见:差温轧制厚板表层与心部变形程度差距较小,其末端的双鼓型明显得到改善,表层与心部变形量差距仅有3 mm。
2.2 不同轧制方式对金相组织的影响
常规轧制与差温轧制时效后样品不同厚度层的纵截面金相如图3所示。其中,深色为变形组织,白色为再结晶组织。从图3可见:常规轧制与差温轧制的再结晶晶粒均沿轧制方向延长,各层再结晶程度均由表及里依次减小;常规轧制与差温轧制的变形组织比例均由表及里逐渐变大。
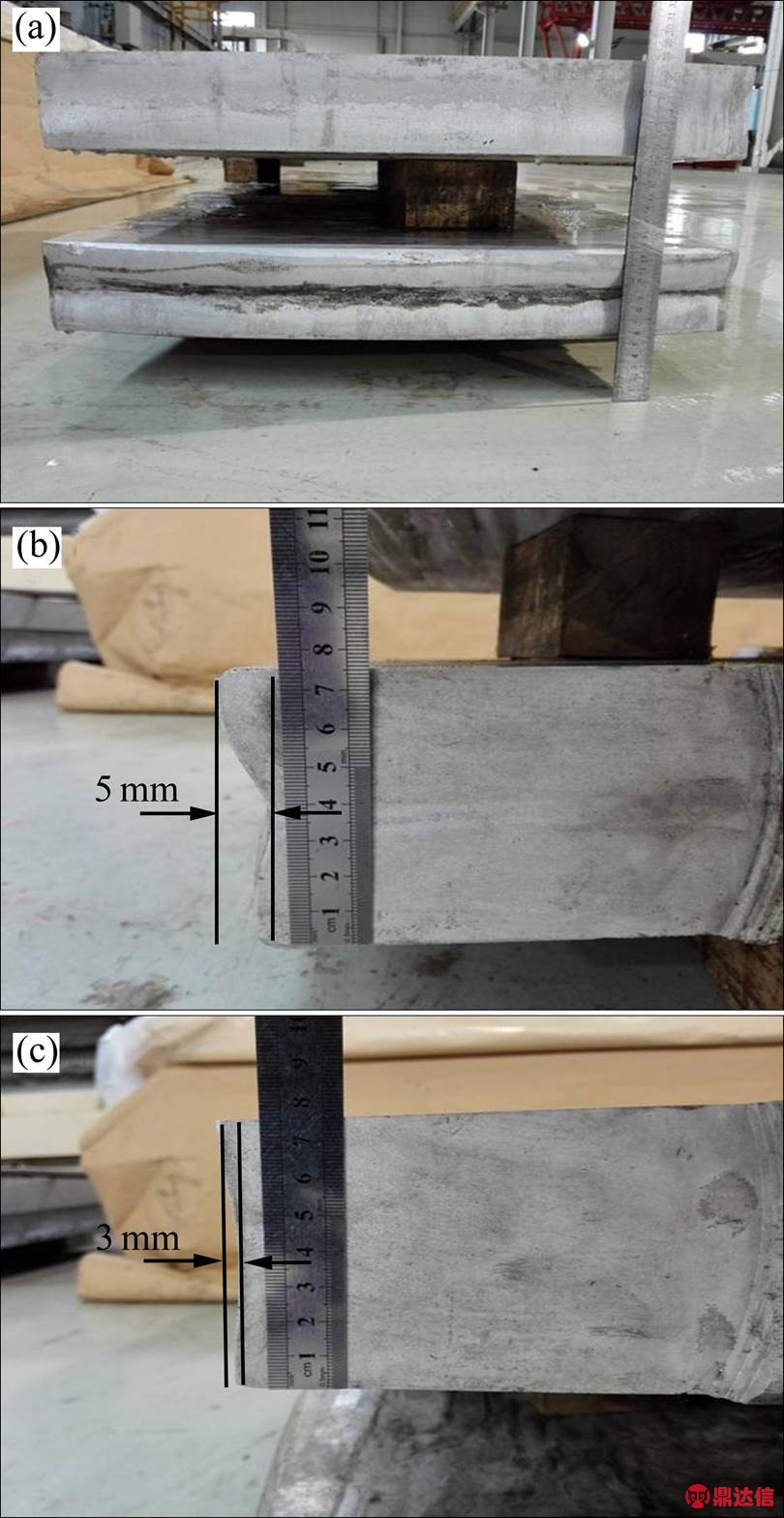
(a) 差温轧制与常规轧制端面;(b) 常规轧制侧面;(c) 差温轧制侧面
图2 CTR与DTR宏观照片
Fig. 2 Macro photos of CTR and DTR
2.3 不同轧制方式对再结晶组织的影响
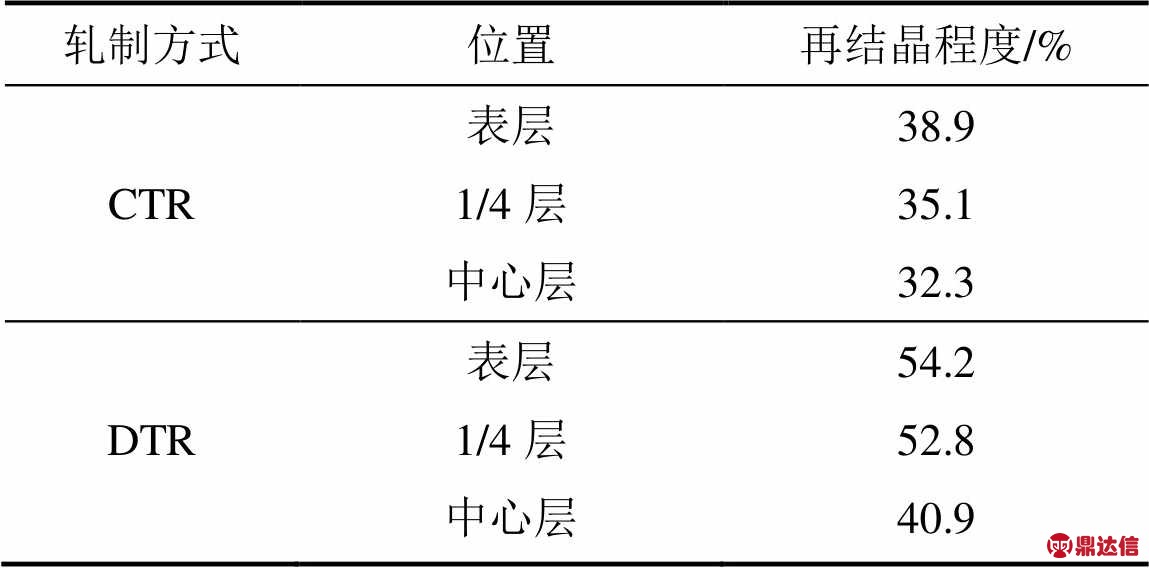
常规轧制与差温轧制时效态EBSD对比图见图4,其中,深色区域代表再结晶组织,浅色区域代表亚晶组织。从图4可知:常规轧制与差温轧制的各层厚板再结晶程度变化规律相同,均是由表及里依次减小,但常规轧制各层的再结晶程度均比相同厚度层的差温轧制厚板的再结晶程度小,差温轧制各层变形组织比例均比常规轧制的大。
差温轧制时需要喷淋乳化液以降低板材温度。在轧制过程中,板材温度越低越容易储存形变能。该形变能在固溶处理过程中释放,导致再结晶晶粒更容易形核,这就造成差温轧制各层再结晶程度比常规轧制的高。常规轧制与室温轧制再结晶程度见表4。
2.4 不同轧制方式对难溶相的影响
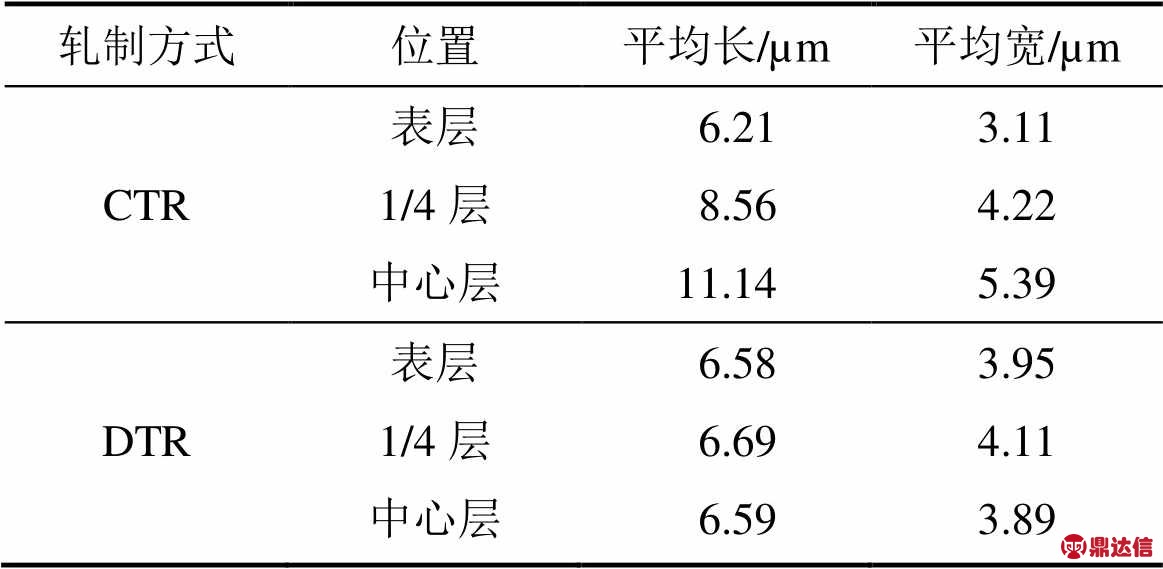
差温轧制和常规轧制的轧制态样品SEM照片如图5所示。在差温轧制与常规轧制的轧制态样品中,难溶相沿轧制方向呈链状分布。表5所示为常规轧制与差温轧制轧制态各层的难溶相尺寸。从表5可见:常规轧制各层难溶相尺寸差异极大,难溶相平均长度由表层的6.21 μm增大为心部的11.34 μm,相差近1倍,平均宽度由表层的3.11增大为心部的5.19 μm,相差2.08 μm;而差温轧制各层难溶相尺寸接近,表层和心部平均长度分别为6.58 μm和6.69 μm,平均宽度分别为4.11 μm和3.89 μm,相差均较小。
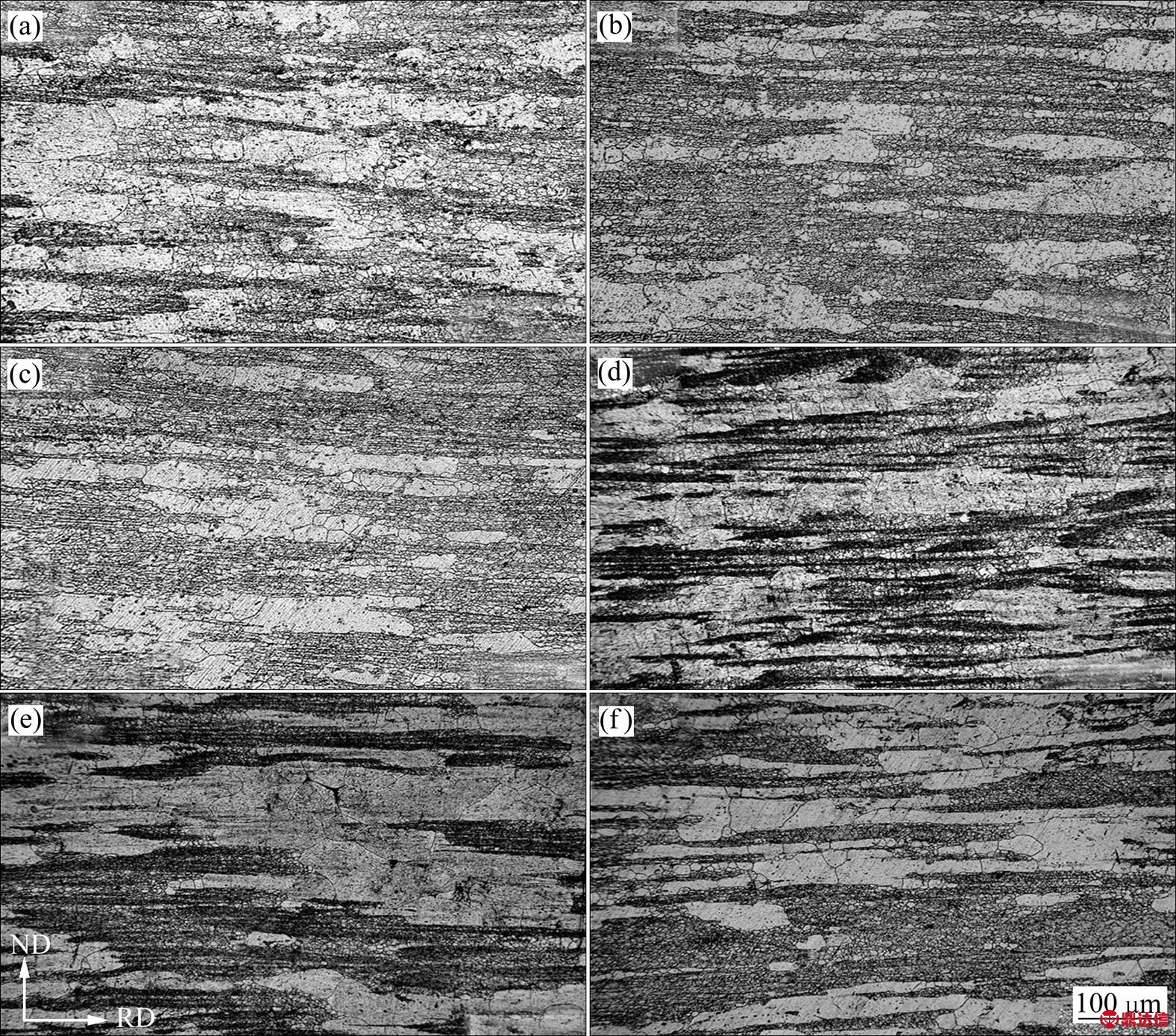
(a) 常规轧制表层;(b) 常规轧制1/4层;(c) 常规轧制中心层;(d) 差温轧制表层;(e) 差温轧制1/4层;(f) 差温轧制中心层
图3 常规轧制与差温轧制金相
Fig. 3 metallographic phases of CTR and DTR
(a) 常规轧制表层;(b) 常规轧制1/4层;(c) 常规轧制中心层;(d) 差温轧制表层;(e) 差温轧制1/4层;(f) 差温轧制中心层
图4 常规轧制与差温轧制时效态电子背散射衍射(EBSD)对比图
Fig. 4 EBSD comparison of aging states of CRT and DTR
表4 常规轧制与差温轧制再结晶程度
Table 4 Recrystallization of CTR and DTR
常规轧制心部与表层塑性变形程度差距大,导致各层难溶相破碎程度由表及里依次降低,难溶相尺寸差距大;差温轧制工艺使心表塑性变形均匀,导致各层难溶相的破碎程度接近,难溶相尺寸接近。
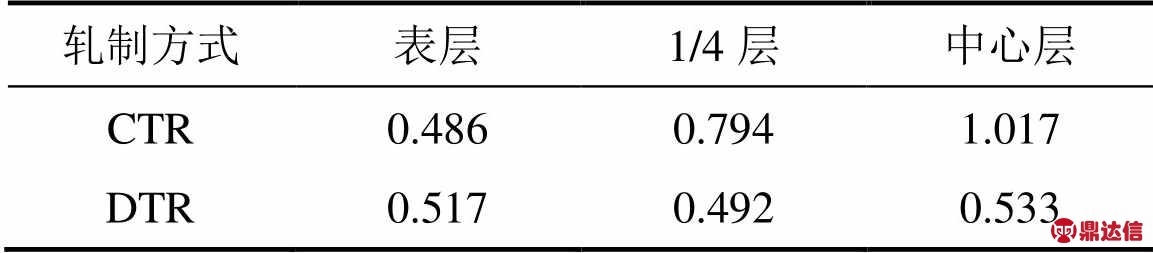
差温轧制与常规轧制固溶态样品的SEM微观组织如图6所示。对难溶相面积分数进行统计,结果如表6所示。从表6可见:常规轧制厚板各层难溶相面积分数不均匀,表层仅为0.486%,心部高达1.017%,为表层的2.1倍;差温轧制固溶态厚板各层难溶相分布均匀,表层为0.517%,心部为0.533%,差距较小;常规轧制厚板只有表层的难溶相面积分数比差温轧制厚板的低,1/4层和心部的难溶相面积分数都远比差温轧制厚板的高;常规轧制表层的难溶相面积分数最低,心部最高;差温轧制1/4层的难溶相面积分数最低,心部最高。

(a) 常规轧制表层;(b) 常规轧制1/4层;(c) 常规轧制中心层;(d) 差温轧制表层;(e) 差温轧制1/4层;(f) 差温轧制中心层
图5 常规轧制与差温轧制轧制态SEM照片
Fig. 5 SEM images of rolling states of CTR and DTR
表5 常规轧制与差温轧制轧制态难溶相尺寸
Table 5 Undissolved phase statistics of rolling states of CTR and DTR
差温轧制工艺使厚板轧制态的各层难溶相尺寸接近,心部难溶相尺寸小于常规轧制心部难溶相尺寸,在后续固溶过程中,尺寸越小的难溶相越容易固溶到铝基体中,所以,差温轧制厚板固溶态样品心部难溶相比例比常规轧制心部难溶相比例小。
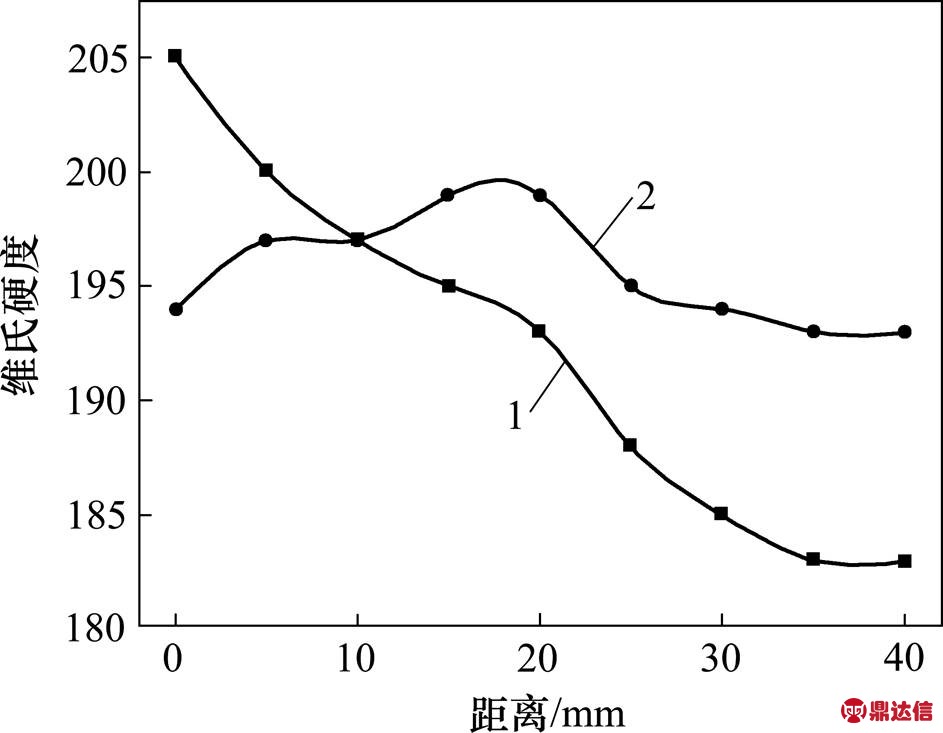
2.5 不同轧制方式对维氏硬度与室温拉伸性能的影响
7050铝合金厚板时效态各层样品的维氏硬度见图7。从图7可见:常规轧制厚板维氏硬度由表及里大幅度下降,表层维氏硬度最高(为205),心部最低(为183),下降约10.7%;而差温轧制厚板各层维氏硬度变化幅度较小,呈先增大后减小的趋势,1/4层维氏硬度最高,为199,表层与中心层维氏硬度相近,分别为194和193,仅下降2.5%和3.0%。
表7所示为7050铝合金厚板在不同轧制方式时效态时各层样品的室温拉伸性能。从表7可见:与常规轧制相比,差温轧制合金表层的抗拉强度从621 MPa降低到606 MPa,1/4层的抗拉强度从592 MPa提高到609 MPa,中心层抗拉强度从565 MPa提高到 605 MPa;各层性能差距从56 MPa降低到4 MPa,不均匀性由9.0%降低到0.7%;常规轧制各层屈服强度差距极大,表层最高,为585 MPa,心部最低,为526 MPa,差距高达59 MPa;差温轧制表层屈服强度为579 MPa,比常规轧制表层低6 MPa;1/4层最高,为585 MPa,比常规轧制1/4层高34 MPa;心部最低,为578 MPa,比常规轧制心部高52 MPa,差温轧制各层屈服强度差距仅有7 MPa。差温轧制表层伸长率比常规轧制的高,但1/4层与心部伸长率均比常规轧制的低。

(a) 常规轧制表层;(b) 常规轧制1/4层;(c) 常规轧制中心层;(d) 差温轧制表层;(e) 差温轧制1/4层;(f) 差温轧制中心层
图6 常规轧制与差温轧制固溶态SEM照片
Fig. 6 SEM images of solid solution states of CTR and DTR
表6 差温轧制与常规轧制固溶态难溶相面积分数
Table 6 Comparison of undissolved phase area fraction of CTR and DTR solid solution states %
1—CTR;2—DTR。
图7 常规轧制与差温轧制各层硬度
Fig. 7 Hardness of CTR and DTR
表7 常规轧制与差温轧制室温拉伸性能对比
Table 7 Comparison of tensile properties of DTR and CTR at room temperature

综上可知:差温轧制增大了厚板各层再结晶程度,对板材力学性能产生不利影响。但7系铝合金最主要的强化机制为时效强化,时效强化相的数量和大小是决定其力学性能的最主要因素[13−17],差温轧制可通过提高厚板各层难溶相固溶度为时效处理析出强化固溶相提供有利条件。故与常规轧制相比,对于差温轧制铝合金厚板力学性能,表层降低,1/4层提高,心部提高。可见:差温轧制提高了7050铝合金76 mm厚板厚度方向上力学性能的均匀性。
3 结论
1) 通过调控表层和心部的温差,厚板心部的屈服强度远比表层的小,有效地提高了心部变形量,提高了变形均匀性。
2) 差温轧制能提高厚板的变形储能,大幅度提高厚板的再结晶程度,对抗拉强度的提高起消极作用。
3) 差温轧制通过提高心部变形量提高难溶第二相的破碎程度,提高后续固溶过程固溶度及其均匀性,为最终时效处理提供更多的时效强化相。
4) 由于再结晶和固溶程度的综合作用,厚板的力学性能均匀性大幅度提高,其抗拉强度不均匀性由9.0%下降到0.7%。


