
摘 要:通过分析内螺纹铣刀的铣削机理和切屑厚度,确定内螺纹加工的主轴转速、进给率、刀具几何参数,提出了一种通用的内螺纹铣削力数学预测模型,研究内螺纹铣削力的变化规律。结合具体的铝合金7075内螺纹加工试验来验证本数学预测模型。试验研究表明,切削力在X方向,其分量力最大,对铣刀旋转角度的变化也最为敏感,力分量最小为Y方向分量,对铣刀旋转角度的变化最不敏感。试验结果与所建立切削力预测模型在力变化趋势上以及分力数值上都很好的匹配。数学模型所预测切削力与试验所测数据平均误差控制在10%以内,从而验证了所建数学模型的精确性。
关键词:铣削力;螺纹铣削;数学模型;切削力曲线
0 引言
在机械行业中,螺纹零件是很重要且大量使用的紧固连接件,有资料显示,超过60%的机械零件中有螺纹特征,螺纹加工是机械加工中最重要的工序之一,螺纹加工占到孔加工工作量的15%~20%[1]。因此,内螺纹加工,特别是难加工材料的内螺纹加工方法,以及如何提高螺纹加工效率和精度一直都是国内外螺纹加工工艺研究者以及刀具设计者们在不断研究、摸索的重要课题。
目前,内螺纹加工主要研究集中在机床、刀具材料以及加工工艺参数等方面,以实现内螺纹的高效、高精度加工。总体从原理上讲,内螺纹机械加工分为两种方法:挤压攻丝和螺纹孔铣削[2]。前者根据金属材料受力后发生塑性变形和流动的特性,在预制好的工件底孔上利用挤压丝锥加工螺纹;后者是利用螺纹铣刀通过去除材料加工内螺纹;螺纹铣削作为一种先进的加工方式,发展迅速,特别是在数控加工中,体现尤其明显。螺纹铣削技术相对于攻丝技术有很多优点,比如:可以避免攻丝加工的丝锥破损;螺纹铣削可以加工出牙高100%的螺纹孔,而丝锥加工只能加工到50%左右高度的螺纹孔等[3]。但是,制约螺纹铣削技术的最关键问题就是铣削参数如螺旋角、刀具结构、刀具转速、进刀量的选择与优化。而这些参数的选择,归根结底就是通过如何减小或者控制螺纹加工铣削力从而保证螺纹铣削质量。但是在这方面的国内外的相关研究依然非常少。
目前关于螺纹加工模型的研究主要集中于内螺纹攻丝[2]。Campomanes[4]从几何角度,提出了一种类似于内螺纹铣削的粗加工平头铣刀切削力预测模型。由于工件为脆性材料的螺纹孔是不能通过塑型加工方式加工,PEI[5,6]研究了旋转超声的方法加工脆性材料,并且提出了材料去除率的预测模型。LI[7,8]研究了旋转超声恒定进给率加工脆性材料的切削力预测以及加工参数对预钻孔崩边尺寸的影响。清华大学的张承龙[9]研究了脆性材料的断裂去除机理,提出了旋转超声恒定进给率的切削力预测模型。Merdol and Altintas[10]提出了通过将锯齿螺旋槽几何与三次样条曲线进行匹配,推算锯齿螺旋内螺纹铣刀的切削力模型。吴沁等[11]研究了接触条件对螺纹铣刀刀具的几何形状的影响。此外,LEE[12]对内旋铣加工中的刀尖轨迹进行了数学模型分析,以此为基础对其旋铣切削力进行了数学模型的预测。然而,由于切削机理以及刀具几何的不同,以上所提的切削力数学模型并不适用于螺纹铣削切削力预测。目前关于内螺纹铣削过程中的切削特征相关资料比较少,也没有提出一种专门针对内螺纹铣削过程的切削力预测模型。然而,切削力是表征加工过程的重要参数,并且切削力的大小直接影响螺纹加工状态和加工螺纹表面质量。
因此,本研究的就是通过结合内螺纹铣刀的铣削机理、切屑厚度和切削用量,提出一种通用的内螺纹铣削力数学预测模型,去理解螺纹铣削过程,并且基于准确的刀具与工件相互作用力预测,评估螺纹加工表面质量。基于铝合金7075的加工试验,分析切削用量对切削力的影响,验证了已建立的铣削力数学预测模型。
1 内螺纹铣削过程分析及机理研究
1.1 铣刀及螺纹成型过程分析
完整的螺纹铣削加工过程可分为6个阶段,如图1所示。第一阶段为定位,螺纹钻铣刀快速运行至工件安全平面,并且螺纹铣刀与孔的中性线重合;第二阶段为刀具移至切深,在设定的转速下,螺纹铣刀快速移动到螺纹深度尺寸;第三阶段为切入,螺纹钻铣刀以圆弧切入螺纹起始点;第四阶段为螺纹铣削,螺纹钻铣刀绕螺纹轴线作X、Y方向插补运动,同时作平行于轴线的+Z方向运动,即每绕螺纹轴线运行360°,沿+Z方向上升一个螺距,三轴联动运行轨迹为一螺旋线;第五阶段为切出,螺纹钻铣刀以圆弧从起始点(也是结束点)退刀;第六阶段为退回起刀点,螺纹钻铣刀快速退至工件安全平面,准备加工下一螺纹。
螺纹铣刀其刀具几何如图2所示,相关几何参数为,αh为螺旋角,端剖面前角为γp,αp为后角。螺纹大径为d,小径为d1,中径为d2,螺距为P,牙型角为α。
对于螺纹铣刀建立如图3所示直角坐标系,其中铣刀工作部分可以分析成1,…,Nz个锥形铣齿叠加得到,每个锥形铣齿的高度和变化直径可以用Δz,d(z)表示,d(z)为可以表示为u螺纹刀具工作部分高度z的函数:

图2 螺纹铣刀几何
其中P为螺距![]() 的整数部分。
的整数部分。
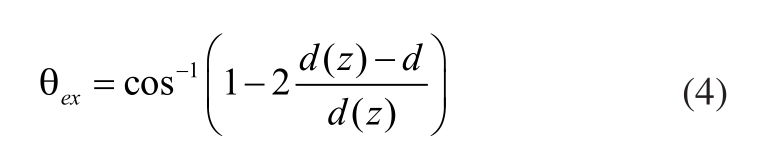
图3 刀具几何坐标系
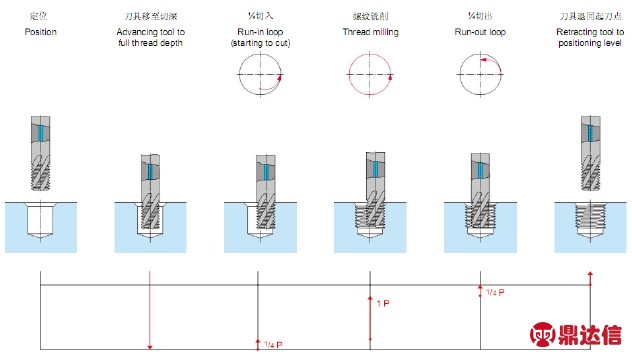
图1 内螺纹铣削过程
对于刀具中的每一个锥形铣齿而言,其直径沿着刀具切削深度的不同而变化,因此,对于整个刀具几何来说,排屑槽角度可如下定义:
其中,Nf为排屑槽数目。
1.2 铣削机理分析
对于内螺纹铣削,本研究主要从铣刀与工件之间的接触面入手,图4显示沿铣刀轴向剖开,并沿径向展开的铣削过程螺纹接触面,其中l和r分别为轴向和径向切削深度,接触面并未展开,切削刃可看作倾斜αh的直线,并从左侧移动到右侧。根据切削刃与工件的接触长度,可将整个切削过程划分为A,B,C三个阶段。每个阶段通过角度ψn的变化划分,n=1,2,3,4。
在阶段A中,铣刀切削刃与孔壁径向接触长度从0增加至最大切深r,铣刀旋转角度θ从起始角度![]() 化至
化至![]() ,定义如下:
,定义如下:
δ为铣刀旋转角度。
在阶段B中,铣刀铣齿与孔壁径向接触长度保持恒定,铣刀旋转角度θ由δ变化至切出角![]() 随着铣刀逐渐离开工件,径向切深逐渐减小,此过程为C阶段,当刀具完全与工件分开时,
随着铣刀逐渐离开工件,径向切深逐渐减小,此过程为C阶段,当刀具完全与工件分开时,![]()

图4 螺纹铣削接触面
2 铣削力预测模型建立
2.1 切屑厚度分析
当铣刀以径向切削深度进入工件时,螺纹铣削过程包含两个部分,首先是铣刀沿着主轴作旋转运动,其次在Z轴方向的进给运动,此时刀具沿着一螺旋轨迹运动,如图5(a)中的P点。为建立相关数学模型,将此过程简化为刀具直接旋转切入工件,忽略Z轴方向的进给运动,此过程类似于X方向的线性铣削过程,其中切削力在P点的分力Fx,Fy主要是通过铣刀与工件之间的摩擦与挤压所产生,Fx为主切削力,主要用于校核刀具强度且消耗功率最大;Fy为背向力,主要影响工件加工精度且容易使工件变形,如图5(b)所示。由于刀具在Z方向的速度相对于切削速度非常小,且螺纹孔的曲率半径又远远大于切屑厚度,因此,这种简化过程可以起到很好的近似效果。

图5 铣刀轨迹
铣刀所受到的切削力可以通过将铣刀与工件的接触部分的每一个刀齿锥形铣齿受力进行累加而得到。而接触角度,通过刀具切入角θen与切出角θex确定,如图5所示。对于螺纹铣削过程,可认为θen=0,由于切削边缘直径变化如式(1)所表示,则由此变化所引起的切出角可以如下表示:
其中,d为螺纹大径为,锥形铣齿的直径为d(z)。
由于铣螺纹时为偏心切削,每一螺旋槽上的点都以不同的旋转半径旋转,设定旋转半径为Rc。由于每一个齿盘呈锥形,因此,对于第n个螺旋槽以及第i个齿盘的旋转半径可表示如下:

其中,ρ为铣刀轴心线与孔轴之间的距离,λ为任意螺旋槽与偏心轴心线之间的夹角。
因此,在任意时间t,切屑厚度为:

其中,ft是每齿走刀量,如图5(b)所示,切削边缘的旋转角度θn(i,n;t)为:
当铣刀切入工件时![]()
2.2 螺纹铣削力模型建立
本研究所提切削力数学模型与文献[13]中所提切削力模型类似,对于螺纹铣刀上每一个锥形齿盘,其三个方向的分力可表示如下:

其中,Kt,Kr,Kz分别为铣刀与工件接触点P在切线、径向以及刀轴方向的特定功耗,而Kt,Kr,Kz又分别为每齿走刀量ft以及主轴速度ω的函数,表示如下:
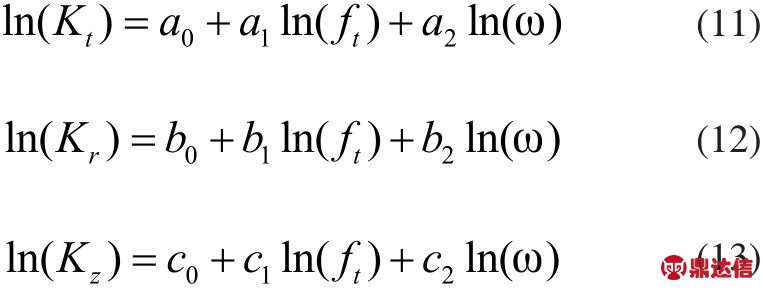
其中系数a0,a1,a2,b0,b1,b2,c0,c1,c2决定于被加工工件材料以及铣刀材料,它们可以文献[13]中的相关试验讨论中确定,因此,总的切削力可以通过单个锥形刀齿盘所受切削力累积确定:

3 算例分析
3.1 试验条件与方法
为了的到内螺纹铣削力预测模型的相关校准系数,本试验条件建立在由日本森精机 ACCUMILL4000立式加工中心(X,Y,Z轴的移动范围分别是:560mm,430mm,350mm),使用,被加工工件使用7075铝合金,7075的主要合金元素为锌,强度很高,具有良好的机械性能及阳极反应。主要用于制造飞机结构及其他要求强度高、抗腐蚀性能强的高应力结构件。螺纹铣刀为深圳洛希尔牌的整体合金硬质螺纹槽螺纹铣刀O100I21D1.5ISO,参数(几何参数,单位:mm)如下:螺纹尺寸:细牙,M13×1.5;牙距:1.5;刃径:10;刃长:21.8;刃数:4;柄径:10,全长:75。使用kistler9257B动态力测试系统进行切削力的测量。软件方面:使用LabView进行计算机数据采集、数字信号处理以及仪器控制。本试验中数据采集频率为1200Hz,将所采集到切削力信号的平均值作为加工过程中的切削力大小。
为了获得准确、可靠的试验数据,在试验过程中,使用两组工艺参数,每一组工艺参数都进行两次试验,并取其平均。试验加工参数如表1所示。
表1 试验加工参数
对于上述所用螺纹铣刀以及相关加工参数,单位体积消耗的能量可以如下表示,其中,系数可以基于最小二乘法获得:
3.2 试验结果与分析
图6显示了在编号1试验条件下,铣刀旋转一周的过程中,切削力在计算机仿真以及试验测量中的变化曲线,其中,切削力的仿真峰谷值与实测峰谷值分别如表2所示。从表中与图中,可以看出,仿真模型估算出切削力与实测数据误差范围在10%以内。所以本文所提模型其切削力与试验测量吻合度具有较好的一致性。
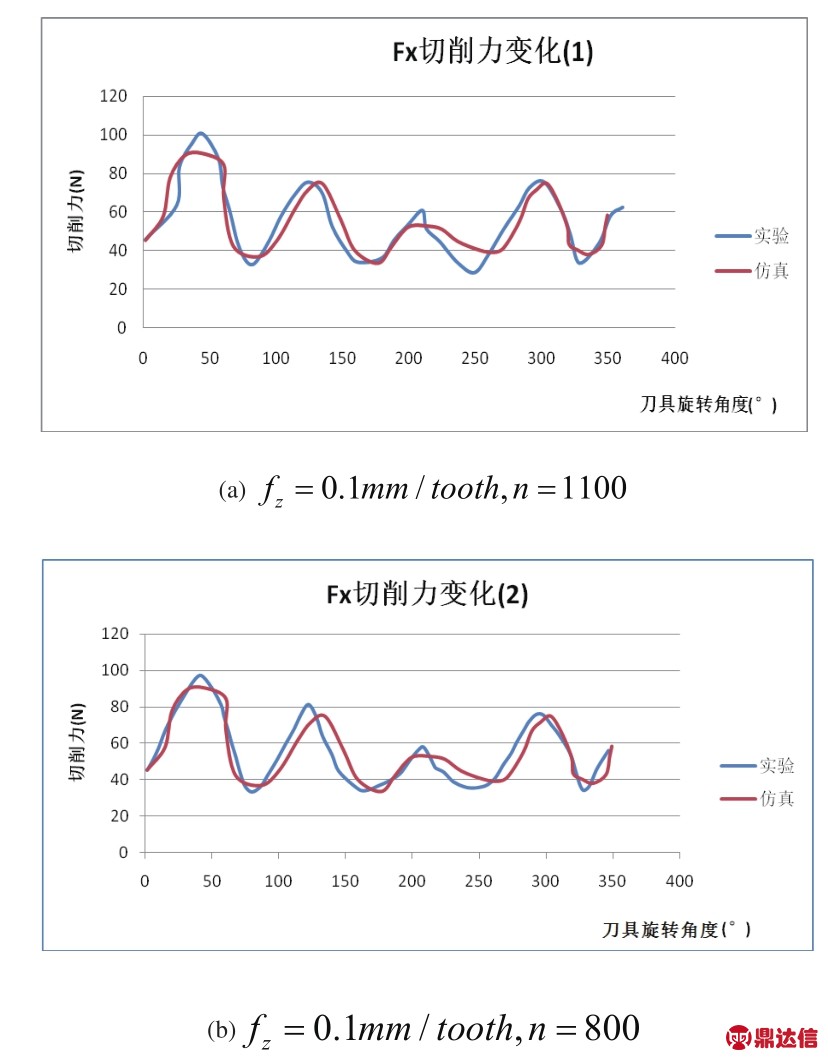
图6 FX仿真与加工测量数据变化
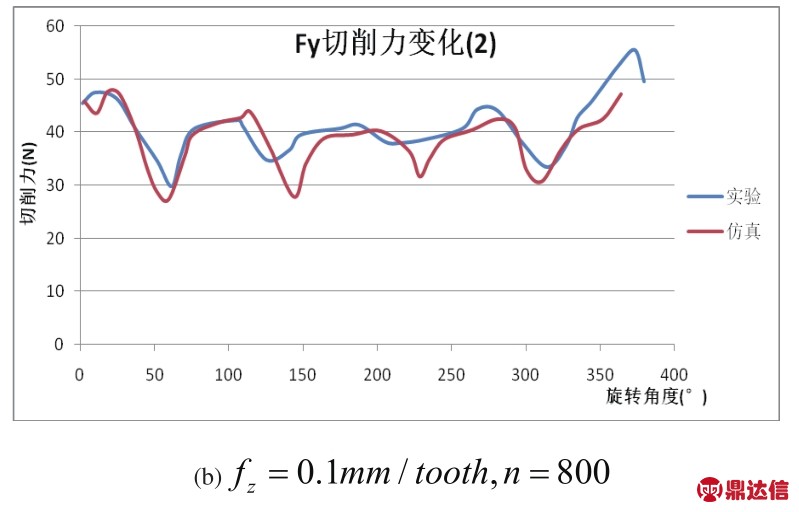
图7表示的是切削力在Y方向上的分力加工实测数据与仿真数据的变化曲线,可以看出,FY变化相对比较缓和,对于图7(a)、7(b)来说,仿真与实测数据差别比较大都发生在铣刀转角为150°时,实测值均比仿真值大30%左右,但是两条曲线在总体变化趋势上保持了比较好的一致性,总体误差控制在10%以内。
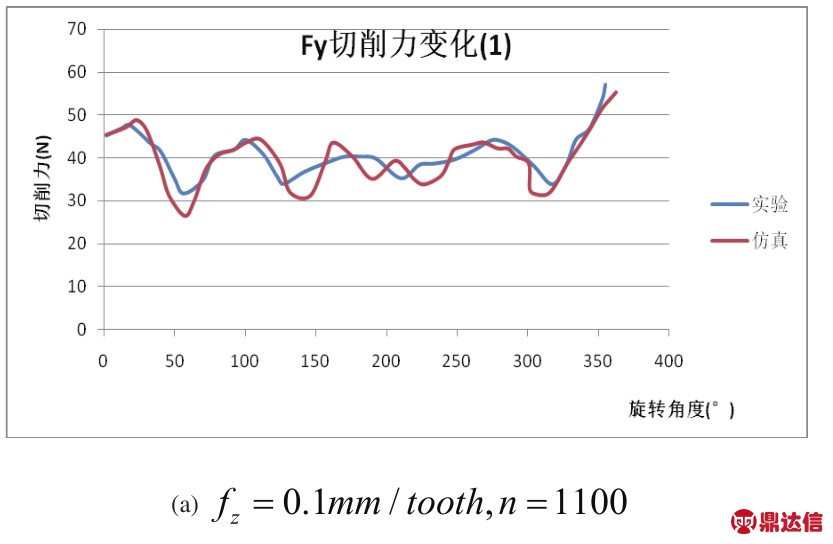
图7 FY仿真与加工测量数据变化
图8表示切削力在Z方向上的分力加工实测数据与仿真数据的变化曲线,可以看出,仿真与试验总体趋势保持比较好,也可以看出,对于FZ来说,在刀具旋转过程中,其波峰与波谷出现的频率一样,而且其数值变化误差很小。
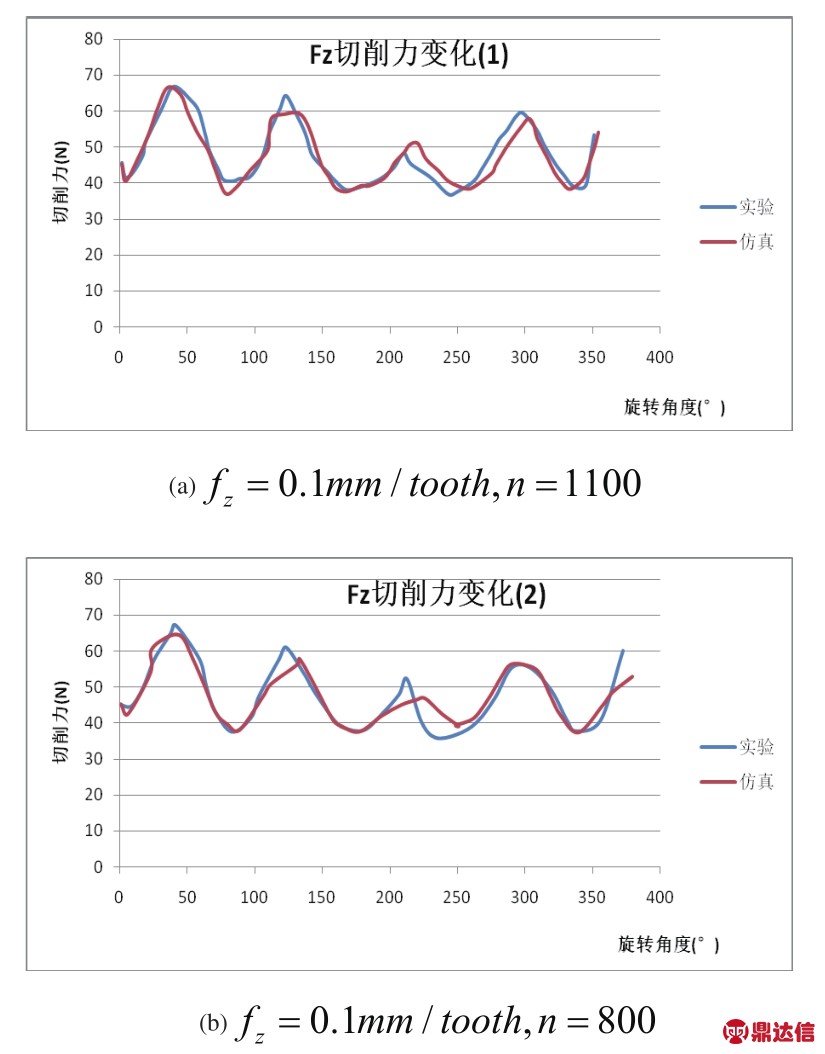
图8 FZ仿真与加工测量数据变化
表2为本次试验中,相关切削力的仿真与试验参数
表2 切削力峰谷变化对比
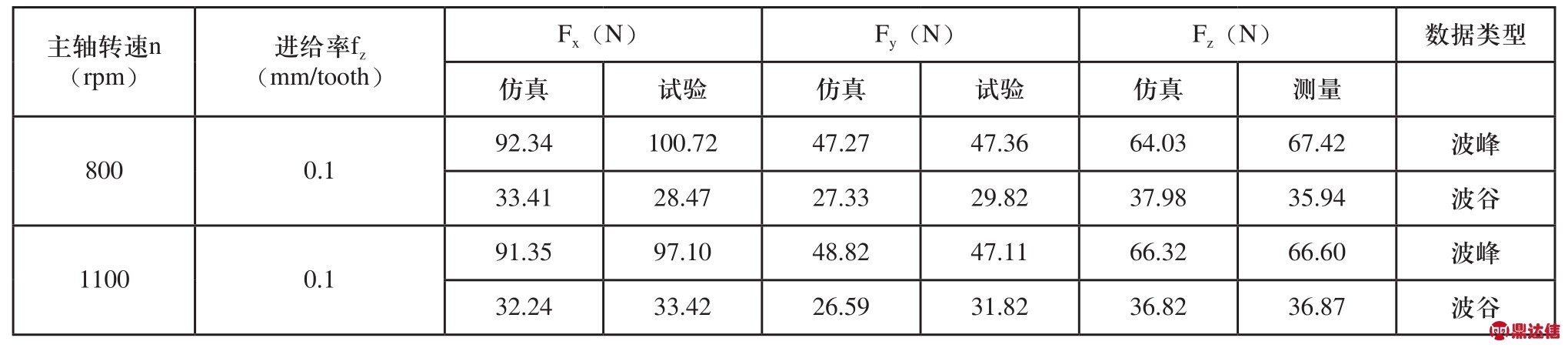
【】【】对比,从以上试验结果以及表2总结可以看出,在相同转角的情况下,X方向的切削力最大,Y方向的切削力最小,FX大概是FZ的2倍,是FY的3倍。
4 结束语
1)提出了一种针对普通内螺纹铣削力预测的通用模型,在此模型中,将切削力分为三个方向进行了仿真模拟与试验测试。并且在7075铝合金上的进行不同切削参数的两组试验并进行数据分析,此预测模型与实际测量数据的一致性较好。
2)通过两组仿真模拟,以及基于7075铝合金的两组相同参数的具体试验测试,可以得出,本预测模型平均误差小于10%,最大误差为30%,是由于实际刀具半径沿着刀具轴向的方向有变化,随着切削深度的增加,切削力预测计算与实测存在误差。
3)该模型可以通过在线计算旋转角度以及切削深度的方法来计算螺纹铣刀和工件之间的变形,预测螺纹加工精度及误差,从而可以为误差的补偿提供依据。
4)随着切削深度的增加,从仿真以及试验实测数据可以看出,三个分力在波峰值都有所减小,波谷值基本保持不变。理论模型和实测数据都很好的验证了这一点。
5)从试验中还可以看出,切削力随着刀具旋转角度(或者切深)的增大而减小。


